回转窑托轮轴瓦刮研方法
发布时间:2016-12-15 浏览次数:453
郑继安
(新丰越堡水泥有限公司,广东韶关 511190)
为保证回转窑托轮轴瓦和轴颈有合适的接触角度,一般需要对轴瓦进行刮研。笔者在长期的生产实践中,对于托轮轴瓦的刮研积累了一些实践经验,本文以山西桃园东义水泥有限公司Ф4.8m×72m回转窑为例,介绍托轮轴瓦刮研的要点和步骤。
1 确定轴颈与瓦的接触角
根据JCJ03-1990《水泥机械设备安装工程施工及验收规范》(以下简称规范)的规定及实践经验,将接触角定为30°。
2 瓦面划线
回转窑Ⅰ、Ⅲ档托轮轴颈为Φ560mm,瓦面刮研共分以下七个部分:进油槽(一般轴瓦的生产厂家已加工)、瓦侧间隙阶、瓦侧间隙第二阶、瓦侧间隙第三阶、瓦侧间隙第四阶、过渡带、接触角。准备钢板尺一把,记号笔一支,计算器一个,根据瓦的规格尺寸及接触角参数计算,并划线。
1)计算轴瓦弧长L=πD/2=560π/2=880mm,并用钢板尺实测核实。
2)选定瓦面轴向中心线OO′,分别以15°弧长L1=880×15°/180°=73.3mm在两侧做平行线,该30°弧长区域即为接触带,如图1中AA′BB′区域;用洋冲在瓦端面A、A′、B、B′位置做上标记。

图1 回转窑托轮轴瓦刮研区域划分
3)分别以AA′、BB′为基准线,间距为10mm做平行线CC′、DD′,AA′CC′、BB′DD′分别为接触角过渡带;用洋冲在瓦面两侧C、C′、D、D′位置做上标记。过渡带宽度一般选为10~20mm,本例定为10mm。
4)按以上做法,分别以过渡带边线为基准,以15°弧长,划定第四阶、第三阶、第二阶、阶区域,用洋冲在瓦面两侧棱线做上标记。
5)从进油槽口位置,至过渡带区域,粗略勾划油囊区域,如图1中油囊曲线。至此完成划线。
3 确定瓦侧间隙
沿轴瓦轴向等间距选5个测量点,在每个测量点,依据不同的塞入深度,计算相应的侧间隙。
具体计算步骤如下:
1)计算瓦口侧间隙B(非油槽口位置)。依据规范“轴瓦与轴颈的侧间隙,每侧为0.001~0.0015D(D为轴的直径)”,得B=560×0.0015=0.84mm。
2)计算侧间隙总弧长(单侧,指瓦面接触带、过渡带以外的弧长)。
理论值L总=(πD/4)×(90°-15°-2°)/90°=357mm。
3)根据侧间隙计算公式“b=瓦口侧间隙×(侧间隙总弧长-塞入深度)/侧间隙总弧长”计算各塞入深度的侧间隙。将相应数据代入公式,推算出0°、30°、45°、60°、70°(75°位置为0mm)弧长位置理论侧间隙,见表1。
表1 Φ4.8m×72m回转窑直径Φ560mm托轮轴瓦侧间隙
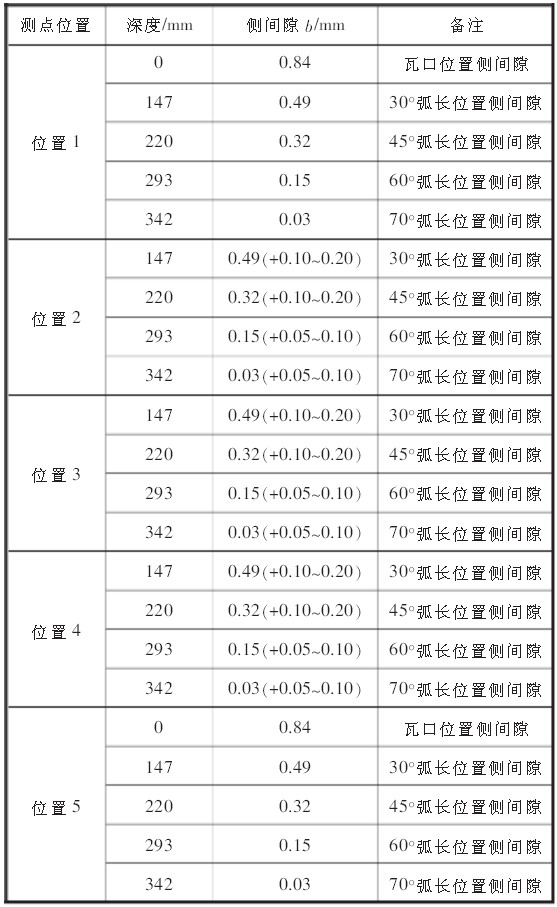
对表1的数据做以下说明:
1)因测量位置2、3、4设在进油槽口区,对其瓦口侧间隙不再测量;
2)因73°位置属于过渡带,侧隙接近于0mm,另选70°位置测量,检查该位置的侧间隙;
3)表中数据是理论计算值,由于塞尺规格的限制,在实际测量中,以上数据做为理论参考值;
4)2、3、4测量位置各深度侧间隙在理论侧间隙的基础上,增加0.05~0.20mm,使之产生油囊。
4 刮研
轴瓦的刮研,理论上一般分为粗刮、细刮和精刮三个步骤,但在实际的刮研过程中,往往需要粗刮、细刮、精刮相结合,只是粗刮多出现在初始阶段,细刮贯穿整个刮研过程,精刮多出现接触角范围点的修正。
将轴瓦与配套安装的轴颈用柴油清洗干净,配研。重刮出现在非接触区域所有接触点;细刮接触区内的接触点,使其均匀扩大到全接触面;对细刮后的接触面进行精刮,用刮刀分成小接触点(俗称挑点)。
经过36h完成该瓦面的刮研。验收情况如下:
1)非接触区无亮点出现;各测量位置侧间隙基本符合上述中的理论要求;整个瓦面各阶面平滑过渡。
2)在接触角内,亮点均匀分布于整个瓦面,平均1~2点/cm2。
至此,该衬瓦与轴颈接合面刮研完毕。
假如厂家未加工进油槽,可按如下标准刮研,油槽沿瓦宽方向为(0.8~0.85)B,刮研厚度约为1/3衬瓦厚,沿弧长方向约为15°~20°弧长。
5 结束语
从根本上讲,刮瓦就是控制接触角内接触面的质量及非接触区域的瓦侧间隙。另需注意,在瓦的刮研过程中,要循序渐进,使每次的刮削量合理化,做到“多配研、少刮削”,切莫急功近利,才能保证瓦的刮研质量。
来源:《水泥》2014年2期









 企业新闻
企业新闻 轴承知识
轴承知识