大型推力圆锥滚子轴承外圈滚道磨削加工的方法
发布时间:2017-01-12 浏览次数:847
张浩
(河南能化洛阳LYC轴承有限公司大型轴承事业部,河南洛阳,471039)
摘 要:由于推力圆锥滚子轴承外圈滚道结构的特殊性,生产加工比较困难。为此,针对推力圆锥滚子轴承外圈的结进行了分析,介绍了外圈滚道的磨削加工方法和加工中易出现的问题。经过实际的生产加工应用,满足生产需求,受了用户的好评。
关键词:推力圆锥滚子;轴承外圈;滚道磨削
1 外圈滚道磨削
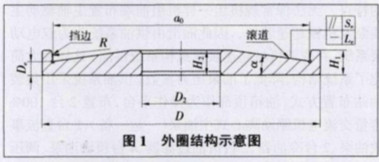
大型推力圆锥滚子轴承是一种用于冶金行业的轧机轴承,要求精度高。由于其结构的特殊性,生产加工比较困难,特别是外圈滚道的加工。为了解决这个问题,针对产品的铕构特征进行理论分析。外圈结构见图1。
2 外圈滚道结构特点和加工方法
2.1结构特点和分析
该轴承产品外圈的结构特点是:滚道为锥面,滚道角度为a,滚道尺寸为滚道的厚度。滚道尺寸直接影响产品的装配高度。挡边轮廓形状为圆弧面,挡边曲率为尺,挡边尺寸为挡滚交点的直径尺寸。由于挡边的高度较低.圆弧曲率较大,其实际的轮廓面已近似为锥面,这样挡边和滚道的夹角在88°左右。
2.2滚道加工方法
根据滚道的结构特点,生产中常用的有两种磨削加工方法:切入磨削和范成磨削。
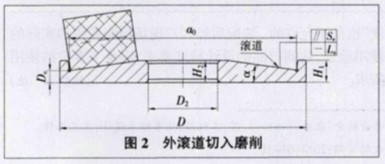
2.2.1滚道切入磨削方法
从上述的滚道结构特点分析知,该滚道是圆锥滚道,滚道和挡边成锐角。采用切入磨削方法时,要考虑采用的磨削砂轮直径。砂轮直径大,砂轮和挡边发生干涉,容易导致靠近挡边处的滚道不被磨削;砂轮直径小,磨削效率低,磨削成本高。如何选择磨削砂轮直径,成了能否顺利进行磨削加工的关键因素。
2.2.2滚道范成磨削方法
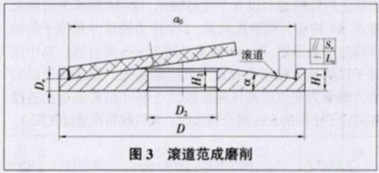
滚道范成磨削法也是推力圆锥滚子轴承滚道磨削加工的好办法。常用的滚道范成磨削方法有两种:采用平面砂轮磨削推力圆锥滚子轴承滚道;采用平面凹砂轮磨削推力圆锥滚子轴承滚道。
1)采用平面砂轮磨削推力圆锥滚子轴承滚道(如图3)。该种磨削方法,磨削效率高,磨削成本低。但由于采用的是砂轮侧面磨削,对砂轮的硬度要求比较高。砂轮硬度高,易出现磨削裂纹。砂轮硬度低,砂轮磨损快,滚道形状不易保证,易出现滚道大凹度。在这种情况下,要及时修正砂轮,保证砂轮端面的平行精度。
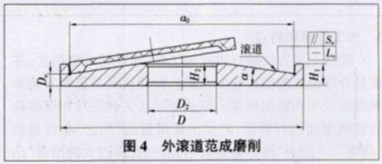
2)采用平面凹砂轮磨削推力圆锥滚子轴承滚道,如图4,该种磨削方法与采用平面砂轮磨削类似。磨削效率高,磨削成本低。由于采用的是磅轮端面磨削,对砂轮的硬度要求比较高。但砂轮硬度高,易出现磨削裂纹。砂轮硬度低,砂轮磨损快,滚道形状不易保证,不同的是易出现滚道大凸度。在这种情况下。要及时修正砂轮,保证砂轮端面的平行精度。
3 加工效果和特点
采用上述方法进行生产加工时,滚道切入磨削法,主要是合理确定磨削砂轮的直径。砂轮直径的选择直接影响磨削效率和磨削质量。范成磨削法关键是对相应砂轮的磨削端面进行修正,避免出现滚道的“凹心”和过量的“凸度”。“凹心”滚道是不允许的,但过大的滚道“凸度”也是不允许的。
来源:《机械工程师》2014年5期









 企业新闻
企业新闻 轴承知识
轴承知识