轧后控冷工艺对高碳铬轴承钢网状碳化物的影响研究
发布时间:2017-01-11 浏览次数:894
郭淑娟①;王丽敏②
(①辽宁石油化工大学职业技术学院,抚顺 113001;②蓝星沈阳轻工机械设计研究所,沈阳 110015)
摘 要:在24架连轧机组上,采用PLC控制系统自动调整冷却参数,对高碳铬轴承钢GCr15进行了轧后不同冷却速度对网状碳化物组织形态的影响研究。结果表明:轧后控制冷却可以改善钢中网状碳化物的分布;快冷后得到细片层结构的珠光体、伪珠光体和薄的网状碳化物组织;随着冷速提高,网状碳化物级别逐渐降低;冷却速度为5℃/S以上的制冷工艺可保证GCr15棒材获得理想的碳化物形态。
关键词:控冷工艺;轴承钢;网状碳化物;影响
0 引言
高碳铬轴承钢在热轧和随后的冷却过程中,由于碳在奥氏体中溶解度降低,过饱和碳化物沿奥氏体晶界呈网状析出,随后的淬火不能完全消除[1]。通过控制轧制和控制冷却工艺对消除钢中碳化物网状组织有十分明显的效果,并可获得有利于快速球化退火的预组织,缩短球化退火时间[2]。本文以GCr15钢为例重点讨论了轧制后不同冷却速度对网状碳化物组织的影响情况,对实际生产有一定的借鉴作用。
1 试验用料
试验用料为LF+VD炉真空精炼后直接红送到连轧厂加热炉的200×200×5000mmGCr15连铸坯,钢坯经连轧厂步进梁式加热炉加热,经24架连轧机组轧制成规格为准50的轴承钢棒材,具体成分如表1所示。
2 试验过程
钢坯在步进式加热炉中加热,出炉后在连轧机上进行轧制,整条轧制线由粗轧、中轧、精轧三部分,轧制参数全部由PLC系统自动调整,通过对轧制线上三个水冷段冷却水的流量和水压调节控制,来实现对冷却速度的控制,粗轧、中轧和精轧段、精轧第二阶段的平均变形量分别为:33%、30%、23%,其它工艺参照相应规定执行,具体控制冷却参数如表2所示。
3 试样制备
按照上述生产工艺轧制出来的成品经切断后取样,制成金相试样,试验组别中第Ⅰ组经研磨抛光后用4%硝酸酒精腐蚀,在500倍显微镜下观察原始组织;第Ⅱ组经840℃×20分钟后油淬后进行150℃×2小时回火处理,经研磨抛光后用4%硝酸酒精溶液腐蚀,在500倍显微镜下观察网状碳化物,采用GB/T18254-2002标准评级,确定不同冷却工艺参数对网状碳化物组织的影响。
4 试验结果及分析
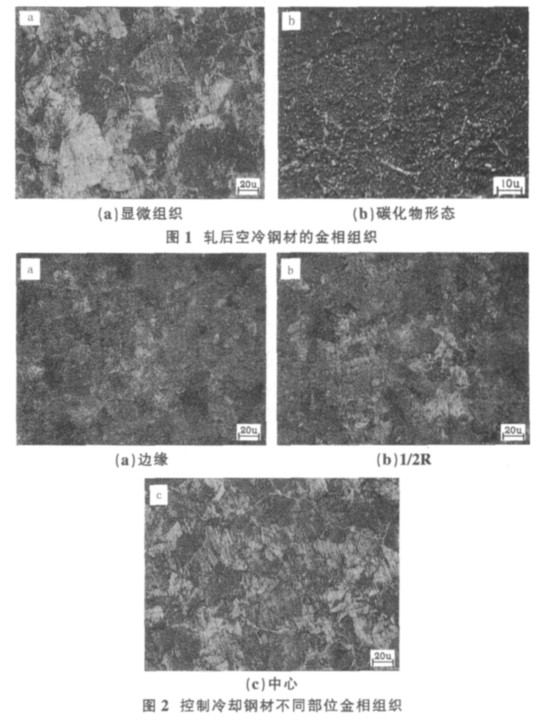
4.1轧后不同冷却方式碳化物组织结果钢材轧后空冷的组织及碳化物形态如图1a,b所示。钢坯轧后经过水压为6Mpa水冷箱进行二次水冷,Z终返红温度为630℃,控制冷却速度5℃/S,不同取样部位的金相组织见图2a,b,c所示。
由上图对比可见,钢材轧后空冷的组织为粗片状珠光体和较厚的网状碳化物,而控制冷却钢材边部和R/2处组织为索氏体和球状碳化物,心部组织为珠光体、索氏体、少量球状碳化物。轧后控制冷却的钢材组织中,有球状碳化物形成,这是由于轧后控制冷却,加快了冷却速度。一方面能降低奥氏体向珠光体的转变温度,同时又能加快相变时的冷却速度,使形成的珠光体片层间距变薄;另一方面过冷度大,过冷奥氏体在冷却过程中没有先共析渗碳体析出,原来不是共析成分的钢材,其组织全部变成珠光体,形成并非共析成分的伪珠光体组织。
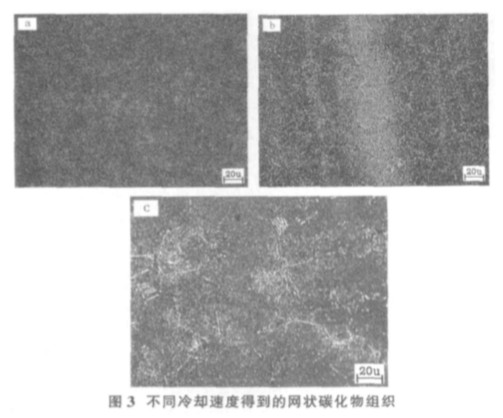
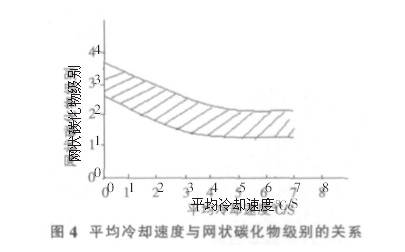
4.2轧后不同冷却速度对网状碳化物的影响棒材轧后按照不同的冷却速度进行冷却,在碳化物析出温度范围内采用不同冷却速度得到的网状碳化物组织如图3a,b,c所示;平均冷却速度与网状碳化物级别的关系如图4所示。
由图3、4可见,冷却速度1℃/s时,钢中存在严重的碳化物网状,而且碳化物级别也较高;随着冷速增加,尤其是奥氏体向珠光体相变的温度区域(900-700℃)冷却速度增加,使相变组织比单纯控制轧制更加微细化,阻止了碳化物在冷却过程中沿奥氏体晶粒间界析出,碳化物网状逐渐消失[3],使控制冷却钢材在整个截面上网状碳化物分布均匀并且级别较低,冷速在4℃/S以上时,试样整个截面网状碳化物级别均为1.5级,控制冷却钢材的心部和边部网状级别相差1级左右。按照GB/T18254-2002标准要求,网状碳化物合格级别为≤2.5级(≤准60mm)。所以,为了得到组织合格的钢材,轧后平均冷却速度必须大于3℃/S,一般应在5℃/S以上为宜。
5 结论
①轴承钢轧制后控制冷却可改善碳化物分布,降低碳化物级别;②控制冷却钢材可以得到细片层结构的珠光体、伪珠光体和薄的网状碳化物,伪珠光体中碳化物保温时形成链状或球状碳化物对Z终性能有利;③在截面的不同部位将得到不同的组织:边部和R/2处组织为索氏体和球状碳化物;心部组织为珠光体、索氏体、少量球状碳化物;④GCr15棒材的推荐控轧控冷工艺为:钢坯加热温度为1070℃,终轧温度为850-900℃,经过两次强制冷却后,钢材表面返红温度控制在630-640℃,冷却速度为5℃/S以上为宜。
参考文献:
[1]斯别克托尔.轴承钢的组织与性能[M].上海:上海科技文献出版社,1983.
[2]王有铭等.钢材的控制轧制和控制冷却[M].北京:冶金工业出版社,1995.
[3]小指军夫等.控制轧制控制冷却-改善材质的轧制技术发展[M].北京:冶金工业出版社,2002.
来源:《价值工程》2012年1期









 企业新闻
企业新闻 轴承知识
轴承知识