论剖分式滑动轴承的装配(轴瓦装配)
发布时间:2017-01-04 浏览次数:609
范楚彬
(天能化工有限公司,新疆石河子 832000)
摘 要:本文着重介绍了我厂25MW和50MW机组轴瓦的装配工艺及修刮要求,对施工过程的施工方法、施工要求、质量控制要点等做了论述。
关键词:轴瓦;装配;要求;削刮;要领
引言:剖分式向心滑动轴承,主要用在重载大中型机器上,如冶金矿山机械、大型发电机、钢球磨煤机、活塞式压缩机以及运输车辆等。其材料主要为巴氏合金,少数情况下采用铜基轴承合金。在装配时,一般都采用刮削的方法来达到其精度要求,保证其使用性能,标准按厂家规定和个人积累的经验执行。
工程概况:我厂一期工程#1、#2、#3、#4机组为武汉汽轮发电机厂生产的N25-35-1型中压冷凝式汽轮机,基本轴瓦有吴涛,为椭圆形轴瓦,采用巴氏合金,对不同大小轴颈处的轴瓦间隙要求和装配方法,具体介绍如下:
1 轴瓦与瓦座和瓦盖的要求
(1)受力轴瓦。受力轴瓦的瓦背与瓦座的接触面积应大于70%,而且分布均匀,器接触范围角a应大于150°,其余允许有间隙部分的间隙B不大于0.05mm。如图1所示。
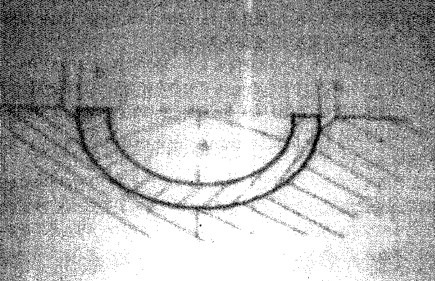
图1
(2)轴瓦与瓦盖的接触面积应大于60%,而且分布均匀,其接触范围角a应大于120°,允许有间隙部位的间隙量b,应不大于0.05mm。
(3)如达不到上述要求,应以瓦座与瓦盖为基准,用着色法,涂以红丹粉检查接触情况,用细锉锉削瓦背进行修研,直到达到要求为止。接触斑点道道每25mm2 3~4点即可。
(4)轴瓦与瓦座、瓦盖装配时两半瓦合缝处垫片应与瓦口面的形状相同,其宽度应小于轴承内测lmm,垫片应平整无棱刺,瓦口两端垫片厚度应一致。瓦座、瓦盖的连接螺栓应紧固而受力均匀。所有件应清洗干净。
2 轴瓦刮削面使用性能要求的几大要素
(1)接触范围角与接触面要求。
轴瓦接触角通用情况下在120°,重载设备一般在90°,在体术情况下,接触范围角a也有要求为60°的。对于接触范围角a的大小和接触斑点要求,通常由图样明确地给出如无标注,业务技术文件要求的,可通用技术标准规定执行。
(2)油线与瓦口油槽带
A、半开始滑动轴承,都是采用强力润滑,油槽一般都开在不受力的上瓦上(上瓦受力较小)截面为半圆弧形,沿上瓦内周180°分布,由机械加工而成。油槽中间位置与上瓦中心位置的油孔相同,两端连接瓦口油槽带,由于上瓦有间隙量存在,润滑油很容易进入上瓦面与轴上,其主要作用是能将润滑油畅通地诸如轴瓦内侧(径向)的瓦口油槽带。
B、油槽带分布在上、下轴瓦结合部位处(两侧)。如图1所示。油槽带成圆弧楔形,是—个能存较大量的润滑油的带状油槽,便于轴瓦与轴的润滑与冷却,油槽带通常由机械加工而成,也有钳工手工加工的。
(3)润滑油楔;润滑油楔位于接触范围角a值之内油槽带与轴瓦的连接处,由手工刮削而成(俗称刮瓦口)其主要作用有两个,一是存油冷却轴瓦与轴,二是利用其圆弧楔角,在轴旋转的带动下,将润滑油,由轴向宽度的民,连接不断地吸向承载部分,使轴瓦与轴有充分良好的润滑。润滑油楔部分是由两端不规则的圆弧组成的一个圆弧楔角,它将油槽带和轴瓦工作接触面光滑地连接起来,与油槽带连接部分要刮得多一些,并将油槽带连接处加工棱角刮掉,在润滑楔角中部至接触面过渡处,刮成圆弧楔角形刮削润滑楔角,要在轴瓦精刮基本结束时进行,不易提前刮削。
(4)轴瓦的顶间隙与侧间隙
a、轴瓦的顶间隙,根据经验可取轴直径的1.5%-2%,应按转速、载荷和润滑油粘度在这个范围内选择。
b、侧检修在图样上无规定时,侧隙为顶间隙的1/2.侧间隙需根据需要刮削出来。侧隙不可开得过大,这样会使润滑油大量地从侧隙流走而减少与轴瓦所需用的润滑油量,这点应特别注意。Z宽处b为瓦口计划面处,尺寸为规定侧间隙的Z大值。侧隙与瓦口平面处的尖角应倒角,视轴瓦大小,—般为1×45°~3×45°。侧隙基本上是由两端不规则的圆弧组成。
3 轴瓦的刮削过程
(1)粗刮轴瓦。
a、上,下瓦的机械加工刀痕轻刮—遍,要求瓦面应全部刮到,刮削均匀,将加工痕迹刮掉。
b、轴上涂色,与上瓦、下瓦研点粗刮几遍,然后将上、下瓦分别镶人瓦座与瓦盖上,瓦上涂色,用轴研点粗刮,待接触面积与研点分布均匀后,可转入细刮。
粗刮时应注意,不可将瓦口部分刮亏了,要求180°范围全面接触。
(2)细刮轴瓦。细刮轴瓦时,上、下瓦应加垫(瓦口结合面)装配后刮削两端轴瓦,在瓦上涂色,用轴研点。开始压紧装配时,压紧力应均匀,轴不要压得过紧,能转动即可,随刮随撤垫,随紧压。此时也应注意不要将瓦口刮亏了,经多次削刮后,瓦接触面斑点分布均匀、较密即可。
(3)精刮轴瓦。加精刮的目的是要将接触斑点及接触面积刮削图样规定的要求,研点方法与粗刮相同,点子由大到小,由深到浅,在精刮将要结束时,将润滑油楔(开瓦口)、侧间隙刮削出来,使其达到轴瓦的使用性能,这一点非常重要。
削刮轴瓦,在粗刮与细刮时要考虑与轴相关件的情况,如中心距偏差、不论齿面的接触状况等,以便使轴的位置准确。由机械加工造成的微小积累误差,可通过刮削得到进一步的消除。较大误差,刮削是无法解决的。
参考文献
[1]上海五金采购供应站编.实用五金手册.上海.上海科学出版社,1990.
[2]山东电力集团公司组编.汽轮机本体检修工.北京.中国电力出版社,2005.
[3]中国华电工程(集团)有限公司组编.大型火电设备手册一汽轮机部分北京.中国电力出版社,2009.
来源:《中国科技博览》2014年28期









 企业新闻
企业新闻 轴承知识
轴承知识