韶钢3450四辊轧机轧辊窜动原因分析及改进措施
发布时间:2017-01-19 浏览次数:437
赵磊 徐启杨 方彪
(广东省韶关钢铁集团有限公司,广东韶关 512123)
摘 要:介绍了四辊轧机轧辊窜动问题,分析了问题原因,提出并实施了改进措施。
关键词:轧辊;窜动;改进措施
1 前言
广东省韶关钢铁集团有限公司(以下简称“韶钢”)热轧宽板厂,是一条具有先进水平的板材生产线,年生产能力100万吨,产品规格为9.0~40×1500~3250mm,钢种主要有:普碳、低合金、船板、管线钢、锅炉容器、桥梁板等。自2005年2月投产以来,取得了良好的经济效益和社会效益。但是,随着生产节奏的加快及设备使用周期的延长,部分主体生产设备由于各种原因出现了运行不稳定现象,对生产造成了很大的影响。本文针对轧机辊系窜动问题进行了理论分析及研究,并采取了有效的防范措施,取得了很好的效果。
2 现场状况
韶钢热轧宽板厂在生产过程中轧辊辊系一直比较稳定,但2010年3月在轧制过程中出现下工作辊来回窜动现象,造成工作辊轴向挡板固定螺栓损坏,设备状态非常不稳定,对板型控制、厚度公差、成材率、命中率有较大影响。
3 原因分析
在四辊轧机生产过程中,不允许轧辊产生非工艺性的轴向移动,但是由于各种因素的作用,轧辊的轴向窜动是不可避免的。对各种可能造成轧辊窜动的因素进行讨论和分析,制定有效的改进措施,保证辊系的稳定状态。
3.1辊系存在水平交叉
3.1.1滑板在轧制过程中作用
辊系安装于轧辊轴承座与轧机牌坊之间,承受轧钢时轧辊轴承座的冲击,同时对轧辊起到约束及导向作用。在钢板轧制过程中,动压力、静压力与冲击所产生的能量会通过轧辊辊身传送到辊颈,由辊颈传送到轴承座,再由此通过滑板传送到轧机架。由于机架是不可移动的,所以这种冲击如果在传送过程中不经过分解、吸收,会对轧机产生非常大的破坏。而滑板的有效间隙可消解一部分冲击能量。同时,在轧辊的运动过程中,滑板间隙可用自身的大小来限制轧辊的不规则或不合理偏移,起着导向作用。
3.1.2滑板磨损原因
轧机的滑板在轧制过程中是非常易损的,其磨损源主要来自以下三种情况:1)摩擦磨损;2)腐蚀磨损;3)碰撞磨损。这些不同形状的磨损,会使有效间隙逐渐加大,从而影响了承载与导向作用的发挥。
3.1.3滑板间隙大,不对称造成轧辊窜动
滑板间隙的大小对辊系稳定性有着非常大的影响,从轧制精度角度来说,间隙值越小越好,但从换辊及机械磨损角度考虑,又不许留有适当的间隙。滑板磨损严重后,间隙过大,对轧辊的约束作用减弱,会造成工作辊在钢板的巨大冲击力下,在牌坊内左右窜动,导致轧制状况非常不稳定。一般来说,由于上、下支承辊换辊次数较少,上支承辊轴承座工作环境较好,下支承辊轴承座没有轧制过程中的上下调整,可认为此处滑板磨损较小。
滑板磨损非常不均匀,操作侧滑板与传动侧滑板磨损量不同,操作侧滑板磨损大于传动侧滑板;入口侧滑板与出口侧滑板磨损量不同,出口侧滑板磨损量大于入口侧滑板;同一块滑板上半部与下半部磨损量不同,下半部滑板磨损量大于上半部滑板;同一块滑板左边与右边磨损量也不同。可见,正是由于滑板磨损量大且不均匀,造成轧辊存在水平交叉,从而在轧制过程中产生较大的轴向力,驱使轧辊产生轴向窜动。
3.2辊系存在垂直交叉
造成轧辊存在垂直交叉的因素主要有:
3.2.1轧机两侧压下误差
由于轧机两侧压下螺母和止推轴承的磨损情况不同,或者牌坊两侧沉降不一致,导致辊系存在倾斜现象,轧制时产生明显的轴向力。
3.2.2工作辊两侧直径存在误差
可能有两个原因:工作辊磨削时由于磨床的加工误差或操作误差造成磨削完成的工作辊两侧直径出现不一致;生产过程中由于冷热不均或硬度不均、轧件跑偏等原因造成工作辊两侧磨损量不同,使用后期直径相差较大。这两种情况都会造成辊系在垂直方向上产生交叉。
3.2.3阶梯垫和下支承辊接触面磨损
接触面为凸面和平面,且两侧所处环境不同,摩擦力存在差异,较长时间后两侧磨损情况不一致,使辊系存在倾斜。
3.3轧机传动系统对工作辊的附加力矩
轧机工作时需要轧辊具有不同的开口度,这就使轧辊与传动轴线有一定的夹角,因此输入到辊系的传动力矩不等于传动轧辊所需的轧制力矩,多余的部分被定义为附加力矩,该力矩在水平方向对轧辊的作用使得轧辊产生一定的偏转,对辊系的力系平衡产生一定影响。
3.4工作辊偏移距
为保证四辊轧机轧制过程中工作辊的稳定,一般在设计时使工作辊中心相对于支承辊中心有一个偏移距e,由于该偏移距的存在,轧制时工作辊与支承辊辊间压力的水平分力将工作辊及其轴承座压向一侧牌坊(如轧机出口侧),支承辊及其轴承座压向另一侧牌坊(如轧机入口侧),使工作辊及支承辊均处于稳定的状态。
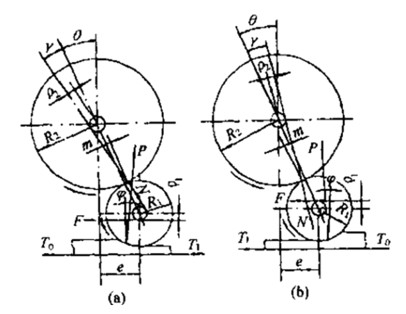
图1 轧机工作辊受力图
(a)正向轧制;(b)反向轧制
即正向轧制时
反向轧制时
3.5弯辊缸
工作辊弯辊系统共有四个背心式弯辊块,十六柱塞式液压缸,每个弯辊块共有四个液压缸,其中两个在上,两个在下,弯辊液压缸的有效作用力总是作用在工作轴承的中心。工作辊弯辊系统不仅对工作辊轴承座提供了弯辊力,而且还为工作辊提供了平衡力,正常状态投入弯辊系统时,下弯辊缸应压紧下工作辊,当下工作辊压板和弯辊缸耐磨板磨损严重,又使用Z大辊径时,可能因超出弯辊缸行程,弯辊缸无法压紧下工作辊轴承座,这种情况下,即使投入弯辊系统,下辊系会在咬钢和抛钢时出现跳动现象,既不利于板行稳定,也不利于辊系稳定。
3.6辊系轴向挡板装置失效
工作辊、支承辊轴承座通过安装在轧机机架上的液压缸驱动挡板锁紧,防止其窜动,如果挡板固定螺栓损坏或滑板磨损严重,则失去对轴承座约束所用。
4 采取措施
4.1定期测量间隙尺寸,保证合理的滑板间隙
1)制定牌坊间隙维护检修标准及补偿方案。工作辊轴承座与牌坊间隙为0.5~1.826mm,当间隙≥2.2mm时,需在工作辊轴承座上加垫补偿;支撑辊轴承座与牌坊间隙为0.5~1.65mm,当间隙≥2.1mm时,需在支撑辊轴承座上加垫补偿。2)确保足够数量的滑板备件,加垫补偿无效时及时更换。3)延长滑板使用寿命,主要通过两方面实现,一是确保滑板备件质量,委托实力雄厚厂家制作,而是改善滑板表面润滑状况,管路堵塞时及时疏通,保证润滑到位。
4.2消除牌坊两侧偏差
1)严格按照操作规程作业,防止因操作失误打开压下电机间离合器导致两侧压下丝杆位置不一致。2)定期清理下支承辊轴承座与阶梯垫垫块间杂质及氧化铁皮等杂物。3)要定期检查测量阶梯垫和下支承辊接触面的磨损情况,并及时加工备件更换。4)定期标定轧机前后对中开口度,检查平行度,并作相应调整,使其偏差在2mm以内,确保钢坯经对中后在长度方向上与工作辊垂直,防止因钢坯倾斜轧制、非对称轧制造成两侧受力不同。5)钢坯加热均匀,钢坯头尾及两侧温度差越小越小,轧制过程中轧制力变化不大,有利于轧辊保持稳定。6)轧辊冷却水流量设置合适,确保管路无泄漏,喷嘴无堵塞,使轧辊冷却均匀。
4.3工作辊Z佳偏移距滑板间隙变大时,因磨损情况不同不能盲目加垫片,而应想办法测出牌坊机架中心线,通过测量中心线与滑板表面的距离确定磨损情况,再根据标准加垫片调整。只有保证钢坯咬入时工作辊轴承座偏移情况完全一致,辊系才能保持稳定。
4.4弯辊缸的正常使用
1)定期检查弯辊缸底部垫板及工作辊轴承座上垫板磨损情况,严重时及时更换,也可对垫板尺寸进行改进,加厚垫板,延长其使用寿命。
2)定期检查两侧弯辊缸设定压力值及反馈压力值是否异常,偏差过大时及时处理。
4.5辊系轴向挡板装置可靠有效
检查轧辊轴向挡板装置,及时修复或更换损坏件及磨损件,保证装置可靠有效。
5 实施效果
通过实施以上几项改进措施,轧辊窜动问题基本得到了消除,保证了生产过程中轧机辊系的稳定,为稳产高产打下了良好的设备基础。
参考文献
[1]邹家祥.轧钢机械.北京:冶金工业出版社,1992.
[2]高永生,邹家祥等.四辊轧机辊系轴向力的实验.北京科技大学学报,1995.
[3]高永生,邹家祥等.非对称轧制时轧辊轴向力的影响函数法模型.北京科技大学学报,1994.
[4]臧勇,高永生.主传动系统对四辊轧机工作辊稳定性的影响.重型机械,1995.
[5]高永生.四辊板带轧机轴向力学行为的研究.博士学位论文,北京科技大学,1991.











 企业新闻
企业新闻 轴承知识
轴承知识