主轴承侧面螺栓断裂原因分析
发布时间:2017-02-08 浏览次数:374
王频 兰忠杰
(陕西柴油机重工有限公司工艺研究所)
我公司生产车间在加工某型机主轴承侧面螺栓,在车端面工艺凸台接平面时,螺栓六方头与螺栓联接尺根部断裂。事故发生后,经过分析讨论,初步认为导致该螺栓断裂的原因可能为:原材料不符合要求;热加工过程导致零件性能不符合工艺要求。对原材料外圆尺寸、理化性能、无损检测等项目做相关检测,检测结果全部合格。图1为送检的断裂螺栓,图2为螺栓断裂部位。因此,排除了原材料不符合要求造成螺栓断裂。为此,对该螺栓断裂原因进行进一步排查,主要过程如下。
1.零件简介及工艺流程
零件材料:42CrMo,符合GB/T3077—1999,工艺流程:锻造→车端面,打中心孔,车外圆→热处理:调质→研磨中心孔→半精车→精车杆部→铣六方→磨外圆,靠磨端面→接平R1.2mm圆弧→滚压螺纹→中间检查→去两端工艺凸台,接平端面→去锐边毛刺,清理→终捡→磁粉探伤→磷化处理。
2.分析螺栓断裂产生的原因
初步排除了原材料不合格造成螺栓断裂,而热加工的过程有锻造、调质。该螺栓的调质过程查看热处理仪表记录符合工艺要求。由于该螺栓采用头部墩缎的方式,在锻造过程中如果产生过热或者过烧,则有可能产生断裂。过热会使金属在锻造时的塑性降低,更重要的是在锻造和热处理后,锻件的晶粒比较粗大,降低了金属的力学性能。产生过烧的金属,由于晶间联结遭到破坏,强度、塑性显著降低。锻造时很容易破碎而报废。所以过烧是一种致命缺陷。局部过烧的坯料,须将过烧部分切去。
3.螺栓断裂的原因
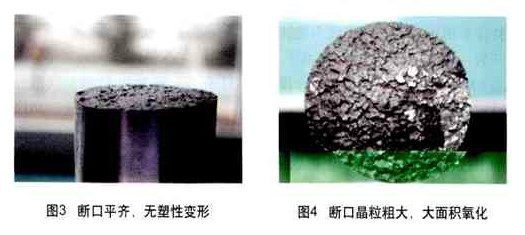
结合图3~图8可以看出该螺栓断口平整,断裂螺栓头部流线形貌也未见异常,宏观显现粗大晶粒特征,有大面积氧化色,未见塑性变形(见图3、图4),为一次性脆性断裂。
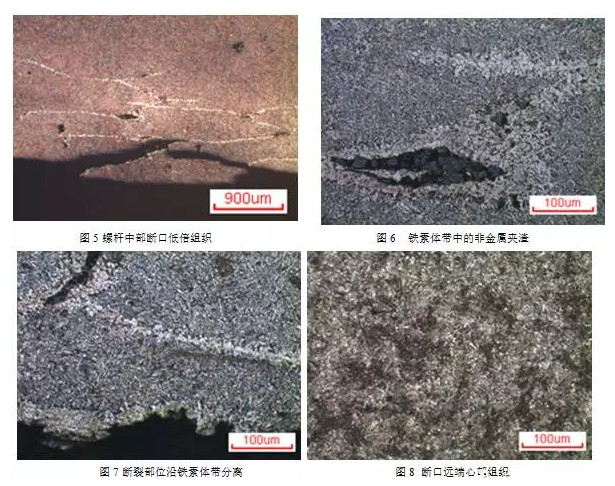
螺杆中部断口低倍组织显示白色铁素体带网状分布,局部组织不连续,已沿铁素体组织分离(见图5),铁素体中有非金属夹渣(见图6),断裂部位沿铁素体带分离(见图7),断口远端心部组织正常为回火索氏体(见图8)。由此确定,该螺栓断裂的主要原因是原材料钢锭切头不足,皮下气泡、缩孔残余或夹渣在轧制过程中裹挟挤入了材料内部形成的冶金缺陷,由于材料的冶金缺陷使螺栓在加工过程中一次性脆性断裂,而不是在锻造过程中过热、过烧引起的。
因此,原材料入厂复验合格后,在下料时应对钢锭头部有冶金缺陷的组织进行完全切除,否则在后续加工过程中可能出现致命性的质量事故。
来源:《金属加工:热加工》2016年第21期










 企业新闻
企业新闻 轴承知识
轴承知识