SEW减速机高速齿轮副崩齿分析及技改
发布时间:2017-02-16 浏览次数:270
农锐宇
(广西登高(集团)田东水泥有限公司)
某公司2条Φ4.2m×13m水泥联合粉磨系统出磨提升机配套减速机为SEW-MC3RLHF08型。设备于2008年10月开始投入使用,运行时间不足3个月,2台提升机减速机先后发生了高速齿轮副崩齿失效事故,返厂维修后,使用不久又发生了类似事故。在使用不到3年的时间内,减速机高速齿轮副发生了多次崩齿和超越离合器损坏事故,维修费用近40万元。由于高速齿轮副采用弧形锥齿轮,历来依赖进口,采购货期长,成本高。在2011年水泥销售旺季时,减速机高速齿轮副再次发生崩齿事故。为尽快恢复生产,该公司对减速机实施改造,取消原故障频发的高速齿轮副,采用三角皮带传动,取得了满意的效果。
1 减速机存在问题及分析
SEW-MC3RLHF08型减速机具有结构紧凑,承载能力高,运转平稳,噪声小等优点,在水泥厂得到较为广泛的应用。但在该公司磨尾提升机的实际应用中,该型号减速机却出现很多问题,主要表现有机壳温度较高、超越离合器损坏、逆止器损坏以及输入端弧形锥齿轮崩齿失效等故障,其中,弧形锥齿轮崩齿事故的发生Z为频繁。经检查分析,造成减速机弧形锥齿轮频繁打齿的主要原因有:
1)减速机选型偏小。提升机供货方设计选型不当,选用的减速机额定功率偏小,是造成减速机频繁打齿的主要原因。经核查,SEW-MC3RLHF08减速机铭牌参数为:功率72kW,备用系数1.6。减速机的额定承载能力与正常生产时提升机的荷载比较接近,运行过程当中,机壳温度高达85℃,无法满足水泥磨长期满载生产的要求。
2)减速机级齿轮副的承载能力比第二、第三级齿轮副的承载能力低,抗冲击能力较弱,故弧形锥齿轮Z容易受损。
3)提升机运行过程中,不时受到磨机系统产量波动的冲击,减速机荷载随着系统台时产量的波动而发生变化,频繁的波动冲击使减速机高速齿轮副的使用寿命受到影响。
为维持生产,该公司采取了多种措施,如提高减速机齿轮装配精度,使用风机加强减速机表面散热,稳定磨机产量,加强事故预防管理等,但效果均不佳。
2 改造方案
根据设备的现场实际情况,本着“经济简便、客观实用”的原则,在确保传动装置工作荷载、转速和布置形式等参数能够满足提升机运行的前提下,取消级高速齿轮副,用皮带轮代替。
2.1 减速机输入轴的选取
拆除原辅助传动装置,选择第二级传动齿轮轴辅传侧轴伸端为减速机的动力输入点,套接一根加长传动轴,合理设计皮带轮,即可获得合适的输出速度和扭矩,满足生产的要求,达到利用皮带轮代替级齿轮传动的目的。加长轴采用45号钢制作,孔轴过盈配合(Φ65H7/r6),并辅以较紧的键连接。加热对加长轴孔,套装到减速机二级传动齿轮轴辅传侧轴伸端上,即可完成加长轴的套接安装工作,见图1。
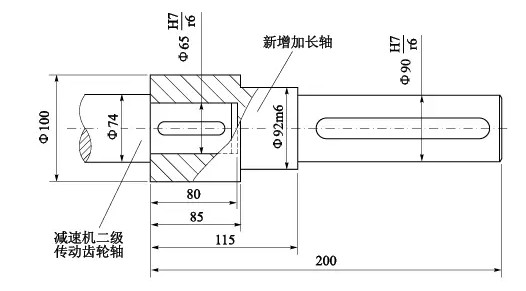
图1 减速机二级传动齿轮轴加长套接结构
2.2 电动机安装位置的改造
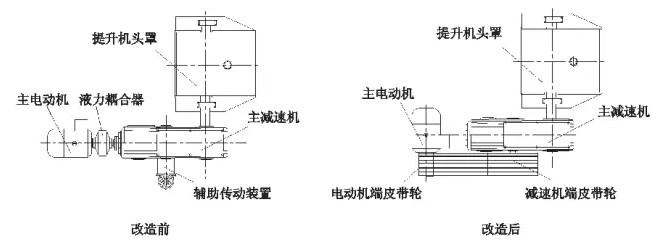
原传动装置的安装布置形式为:电动机—液力耦合器—减速机直连式。拆除液力耦合器和高速齿轮副,对电动机基础进行改造,使电动机输出轴中心线与减速机第二级齿轮轴中心线平行。改造前后传动装置的布置形式见图2。
图2 改造前后提升机传动装置布置
2.3 皮带轮、三角皮带型号规格
皮带选择SPD3800型,根数6根。皮带轮基准直径d1取250mm,采用实心型铸钢制造。经计算,带速约为19.263m/s,符合带传动要求。
传动比和从动皮带轮的确定:
从动皮带轮直径的确定必须综合考虑减速机的中心高度、机座现场安装位置等因素。经测量,从动轮基准直径必须小于780mm。在不影响提升机提升能力的前提下,适当提高减速机输出转速是可行的,为此,取带轮传动比i=3.0,故从动轮基准直径d2=id1=750mm,从动轮带轮采用轮辐式铸钢制造。改造前后减速机的总传动比及输出传动比见表1。
表1 改造前后减速机的总传动比及输出传动比
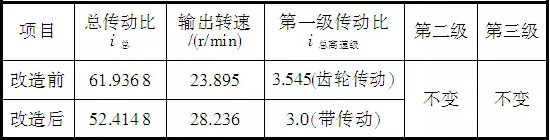
改造后,减速机输出转速比原来提高了4.341r/min,完全满足高速板链提升机的工作要求。
2.4 电动机软启动和慢转功能实现的改造
由于原驱动装置的液力耦合器和辅助传动装置被拆除,无法实现软启动和慢转功能。为了实现这些功能,必须对电动机的控制系统进行改造,即增设一套型号为6SE6430-2UD42-0GA0的西门子430变频装置,可满足设备安全运行要求。该装置采购成本约2万元,比该机型原事故频发的超越离合器价格(2.5万元/个)还便宜,且货期短,安装方便,投入使用之后,设备运行平稳,维护成本低,节电效果明显,做到一举多得。
改造完成后的设备状况见图3。
图3 改造后传动装置布置现状
3 效果
本次技改并没有提高原第二级、第三级传动齿轮副的安全使用系数。第二级传动齿轮轴因增设了皮带轮,运行中多了皮带轮自重力和皮带传动剪切力,理论上会使该轴轴承的使用寿命受到影响。但设备技改完成后投入运行至今已经4年多了,该减速机从未发生过一起轴承、齿轮损坏事故,使用效果比预期要好很多。减速机改造完成后,其故障率大幅降低,大大减少了设备的维护和维修成本,取得了良好的成效。
1)有效摆脱了该机备件依赖进口的被动局面,备品配件消耗费用大大降低。
2)有效地避免了减速机原高速齿轮副频繁崩齿、超越离合器损坏等事故造成的停产的风险,设备运转率大大提高。
3)拆除辅助传动装置和液力耦合器,使用变频软启动装置驱动电动机,不但使水泥磨系统摆脱了以前因液力耦合器和减速机高速齿轮副崩齿、辅助传动装置频繁故障的困扰,节约了设备维护和维修费用,而且还节约了电耗。
4)技改后,减速机机壳温度由85℃降低到65℃左右,更有利于设备的长期安全运行。
来源:《水泥》2015年第9期










 企业新闻
企业新闻 轴承知识
轴承知识