生料立磨高压主电机故障分析及解决措施
发布时间:2017-02-22 浏览次数:280
张秀全
(唐山曹妃甸冀东装备机械热加工有限公司)
某公司5000t/d熟料生产线配置两台JLMS46.4生料立磨,综合台时315t/h,内置笼形转子选粉机,四个锥形辊子与磨盘配合破碎、研磨工作,主传动电机为2600kW绕线型高压进线10kV电机,生产运行过程中曾经出现过电机电流异常波动或进线高压柜数字式综合保护装置报“本线路接地”电机保护跳停机以及出现电机轴承座密封内漏油等现象。本文就各故障现象的研究排查分析以及解决措施进行介绍。
1 立磨配套设备主要技术参数
(1)生料立磨型号JLMS46.4,磨盘直径4600mm,转速27.1r/min。
(2)减速机型号JLP250G,输入功率2600kW,速比i=36.585:1。
(3)主电机型号YRKK800_6,额定功率2600kW,转速992r/min。定子电压10kV,电流182A;转子电压2450V,电流651A。绝缘等级F,防护等级IP54/IP23,冷却方式IC611。配套液体电阻启动器型号WYQ6-3CRX。
2 电机故障分析及解决措施
2.1立磨电机运行电流异常波动
生料A磨机生产运行中突然出现电机电流异常波动。工况表现:磨机加载,研磨压力加不起来,台时降低,排渣量增大。通常,引起电流异常波动的可能因素是工艺操作风温、风量、喂料量增大,料层厚度或物料粒度增大等变化以及辊套磨损严重或卡住不转等机电设备故障。而且波动范围在125~210A,而正常情况电流波动范围在135~165A,波动宽度范围操作控制在±15A左右。
停止向磨机内供料,分别采取从工艺操作、机械设备及液压控制系统、电机电气线路控制系统等三个方面查找原因。检查没有发现入磨风温、风量、研磨压力、挡料圈高度、料层粒度和厚度等工艺操作异常变化;进一步检查也没有发现磨内进入金属异物、机械设备零部件损坏和各磨辊液压系统异常情况。操作磨辊抬起,电机带动减速机空载运行电流在40~100A左右,波动范围很大,正常空载运行电流应该稳定在额定电流的1/3即(60±1)A左右。停机检查后再次启动时电机发出沉闷声,但没有转动。总降变电站消弧线圈柜报“母线接地”故障。逐步详细检查电气线路控制系统和电机,发现电机定子引出线绝缘层损坏,露出内部铜线,其中有一根铜线崩断导致三项U、V、W中只有U、V接通,其他项不通,电机启动不起来。
原因分析:电机引出线没有与定子绑扎固定牢靠,电机运行过程中,内部冷却循环风吹动引出线与定子金属摩擦,导致定子线圈引出线绝缘层损坏,绝缘性能降低,露出内部破损部分铜线与定子有时瞬间搭接,导致瞬间对地泄漏,电流增大,三项电流不平衡而引起电流异常波动,属于电机出厂时没有把电机引线固定牢靠的质量原因所致。
现场解决措施:
(1)现场拆除电机上盖,检查破损引出线,对于二根绝缘层损坏但铜线没有断裂问题的电缆采用绝缘套管做绝缘耐压处理;
(2)对于铜线崩断电缆,由于当时没有合适电缆,现场采取清理铜线崩断部位,切掉铜线氧化部位,用银焊条施工焊接崩断铜线电缆,清理焊接毛刺,做好绝缘层保护,更换定子线圈引出线铜鼻子等附件;
(3)做好电缆绝缘保护措施并固定绑扎引出线,并做定子实验,三项直流阻值0.42Ω相同,符合技术要求。开启电机后空载和工作带负荷运行电流平稳正常,没有异常声音和过热情况。通过采取上述措施快速恢复了电机稳定运行,效果较好,保证了生产运行。
2.2立磨运行中主电机突然跳停
原料B磨主电机运行过程中突然跳停,发现B磨进线高压柜综合保护测控装置报“本线路接地”故障跳停;主电机综保报“非电量1动作”故障。利用10kV高压摇表检测发现主电机定子绕组在升压到7000V时出现对地放电现象。遂决定将主电机开盖检查,发现负荷端转子冷却风扇轮与装配支撑固定两个顶丝松动、配合键松动并轻微滚键、风轮叶片铆钉脱落、有一匝线圈崩断“放炮”等现象。
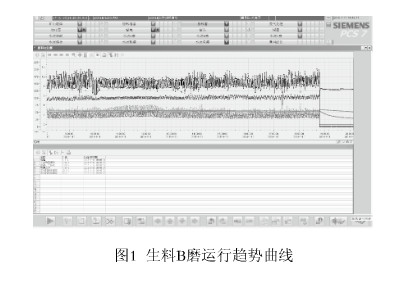
原因分析:从生料B磨停机前运行趋势曲线图(图1)看,主电机没有异常超负荷运行,电流没有超出额定182A运行,研磨加载压力控制在5~5.8MPa,减速机水平和垂直振动值分别在4mm/s和3mm/s以下,电机轴瓦温度在55~57℃,电机绕组温度小于55℃,说明设备各项运行数据均正常,生产运行工艺操作正常,没有违反设备操作规程超载运行导致设备异常损坏。
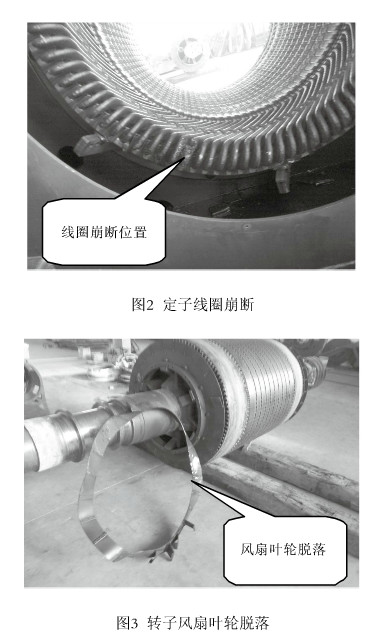
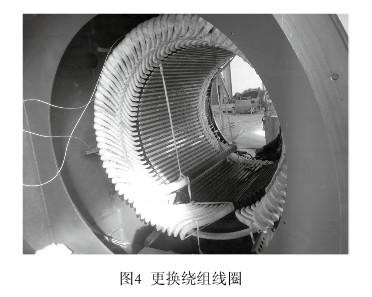
从电机定子绕组线圈(图2)和转子风扇叶轮(图3)损坏分析,主要是由于运转中负荷端转子风扇叶轮叶片铆钉松动和叶片从折弯处断裂后脱落,甩掉下叶片冲击切割线圈破损“放炮”崩断,导致进线高压柜综合保护测控装置报“本线路接地”故障跳停。另外,检查发现非负荷端转子风扇叶轮叶片折弯处也有开裂,虽然未完全断裂脱落,但也存在严重的制造质量安全隐患。
解决措施:
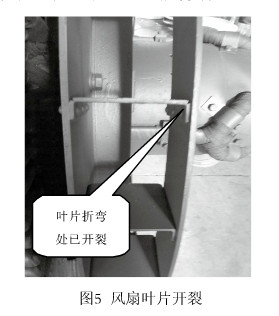
(1)解体检查并采取用高压清洗机清洗定子铁心油污等,更换同规格新线圈及测温电阻(见图4),按照工艺技术要求浸漆“F级”、烘干;
(2)制作转子负荷端风扇叶轮并安装在轴支撑座上,叶轮和轴支撑座除采取键连接固定外,另外采取增加两个位置用M12顶丝使叶轮轮毂与支撑座固定牢靠,防止松动;
(3)高压清洗转子除灰和污垢、浸漆“F级”、烘干;
(4)检查转子非负荷端风扇叶轮叶片折弯处有开裂的(见图5),全部采取焊接叶片折弯拐角方式,防止再发生断裂脱落;
(5)转子组做动平衡达到G1.0级;
(6)组装转子与定子,检查轴与滑动轴承配合间隙和接触面积达到技术要求,修复滑环表面光洁度与碳刷接触良好;
(7)按照技术要求做好高压电机各种绝缘、耐压、泄露等实验。
2.3电机轴承座密封内部漏油
目前,大型高压轴瓦电机端盖式轴承座普遍存在内部漏油情况,因而电机线圈受油污腐蚀烧损的情况时有发生,这类事故大多数发生的部位基本集中在电机定子槽口、绕组端部和绕组引线的位置。分析认为,漏入油污粘附在线圈上,对线圈主绝缘溶解浸蚀,使主绝缘与导线分层,线圈整体绝缘强度降低;绕组引出线受油污浸泡,绝缘皮鼓胀老化,长时间运行会导致电机定子绕组相间短路、接地短路等故障。
现场打开电机轴承座前后端盖,发现电机底部和线圈上有油污,主要原因是:
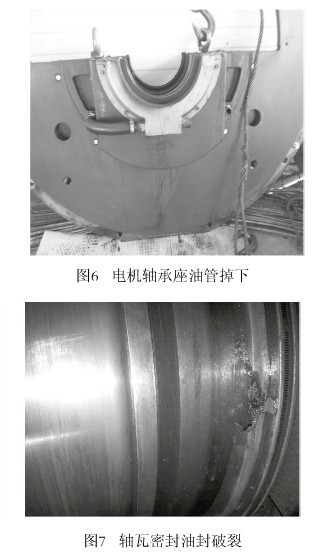
(1)原始电机轴承座迷宫密封回油管安装时,胶管与铁管丝头连接金属卡箍没有紧固牢靠,由于振动和胶管热胀冷缩时松动掉下(见图6)漏油并随循环冷却风飞溅到绕组线圈上;
(2)密封回油胶管老化,出现裂纹导致渗油至电机内部;
(3)电机轴承座密封回油孔(管)进入油泥或杂物堵塞,导致多余润滑油从轴头密封处漏出;
(4)轴瓦浮动式迷宫密封油封破裂漏油(见图7)。
解决措施:
(1)定期(6个月)检查紧固油管卡箍牢靠;
(2)定期(6个月)检查更换老化开裂油管;
(3)清理回油管油污及杂物等,保证回油管路畅通干净;
(4)更换磨损或破裂的轴瓦浮动迷宫密封油封件。
3 结束语
大型高压电机是水泥生产线重要电气设备,体积、重量较大,价格昂贵,拆装维修困难,一旦发生故障停机时间较长,如在市场销售旺季会影响水泥生产和企业经济效益,同时,产生较高维修费用等经济损失。以上电机故障的分析和处理,说明再好的装备也可能存在制造、安装等这样或那样的不应该发生的问题,也应吸取教训引以为诫,避免发生类似故障。以上电机故障的分析和处理,笔者获得的经验是:
(1)大型高压电机进厂时,一定要检查电机定子绕组引线电缆是否固定牢靠,同时,对在线服役电机,应利用检修保养时机检查引线电缆是否松动,一定要固定牢靠安全。
(2)大型高压电机转子风扇叶轮应优先选取叶片与前后盘焊接固定形式,这种形式比较安全可靠。叶片铆接方式容易出现铆钉与孔配合松动脱落,同时2~3厚度较薄钢板叶片折弯后存在应力集中现象,容易出现开裂。对已经安装使用电机转子风扇叶轮叶片铆接方式的,要利用停机定期检查铆钉与孔配合是否松动脱落和叶片开裂,发现问题及时解决处理,避免发生设备故障或事故。
(3)电机滑动轴承采用稀油润滑时,轴承座迷宫密封回油胶管设计安装时,要优先选用强度较高、弹性好的带有钢丝的透明胶管,强度高且检查回油比较直观;黑橡胶管受油浸泡后容易老化出现龟裂渗油,不透明,检查不方便,但是一定要定期检查固定回油胶管卡箍的牢靠性。
(4)加强大型高压电机管理,除加强日常巡检维护外,检查油位不要高于油镜刻度上限,供油压力不要高于0.15MPa,关键要保证润滑供油量。检修消除轴瓦和油管路振动,清理呼吸帽,防止漏油,同时,检查轴承座排污孔,观察漏油量,及时判断更换轴瓦磨损的密封件。建立定期(6个月)检查保养制度,对电流、电压、温度、振动、绝缘阻值、声音等运行实际记录与历史数据趋势比较分析,总结原因,及时解决故障隐患,以保证大型高压电机安全稳定运行。
来源:《新世纪水泥导报》2015年第5期









 企业新闻
企业新闻 轴承知识
轴承知识