高碳铬轴承钢液析缺陷控制探讨
发布时间:2017-03-01 浏览次数:809
赵恒波
(本钢特殊钢厂,辽宁本溪 117021)
摘 要:内部组织缺陷是影响轴承钢疲劳寿命的主要原因,除常见的夹杂物、显微孔隙、带状组织等缺陷外,液析是一种严重影响轴承钢基体连续性和致密性的缺陷。通过一系列技术研究和试验,在生产过程中采取了相应的技术措施,轴承钢液析缺陷得到有效控制,改制和待处理品大幅度降低,液析检验一次合格率达到99%以上。
关键词:高碳铬轴承钢;液析;加热工艺;正火
滚动轴承是重要的机械基础件,其工作特点是承受强冲击和交变载荷,正常的破损形式是接触疲劳损坏,常见的还有塑性变形、压痕、磨损、裂纹等。而碳化物液析是一种严重影响轴承钢基体连续性和致密性的缺陷,是裂纹的起始点,液析不合将直接影响轴承钢的使用寿命。
1 高碳铬轴承钢GCr15工艺路线
本钢在生产高碳铬轴承钢GCr15时可采取如下两条工艺路线。
工艺一:电炉→炉外精炼→VD真空脱气→235mm×265mm连铸→热送热装→步进梁加热炉→轧制→保温→检验→包装入库
工艺二:转炉→炉外精炼→RH真空脱气→350mm×470mm连铸→同工艺一
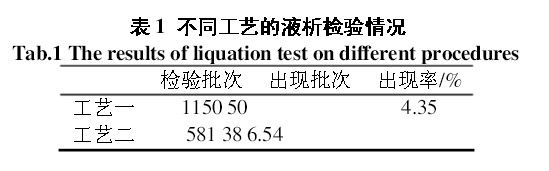
本钢特钢连轧机是由意大利POMINI公司引进,轴承钢工艺一轧制规格小于Φ90mm,工艺二轧制规格小于Φ180mm。在某一段时间内,GCr15碳化物液析缺陷一次检验情况如表1所示。
2 液析产生原因分析
2.1碳化物液析形成的原理
高碳铬轴承钢GCr15含碳量在1.0%左右,是过共析钢,钢水凝固过程中,一次碳化物(Fe3C)产生枝晶偏析。轴承钢从钢液冷却开始,首先沿液相线结晶高纯度的初晶周边形成树枝状结晶,在凝固界面上,化学元素成分浓缩了的钢液在树枝间隙形成树枝状偏析,Z后进一步浓缩了的钢液由共晶反应结晶形成大块的碳化物,其与奥氏体共存完成凝固过程[1]。
在加热后轧制时,没有充分扩散的树枝状偏析延伸形成带状偏析,共晶碳化物以大块状态残留下来,其对钢的强度和致密度有所影响[2]。因此需要在轧制前,在液相线以下的温度长时间进行高温扩散处理,消除大块共晶碳化物,并减轻树枝状偏析。
当加热温度升温到1050℃左右时,大块碳化物开始溶解而形成多数成团的粒状物,超过1160℃后,这些颗粒也开始固溶。均热温度高时,处理时间短,但超过1260℃时会发生过热脆性[3]。加热过程中,如果加热温度过高,扩散时间过长,碳化物熔化或消失留下孔洞甚至产生内部过烧,孔洞如果在轧制过程中不能焊合,就形成显微孔隙,如果加热温度偏低,扩散时间过短,碳化物在加热过程中不能溶解扩散,在钢材上形成液析缺陷[4]。
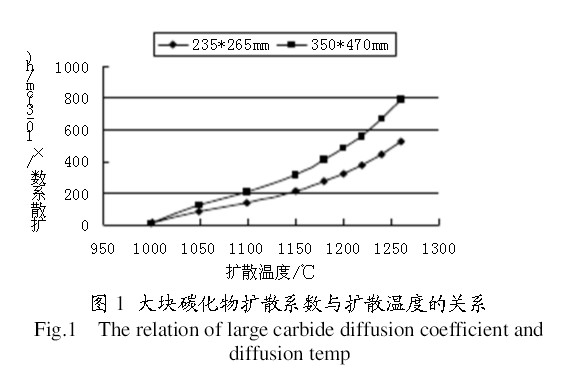
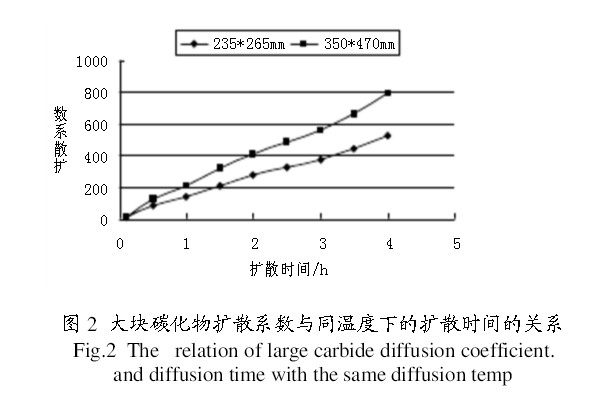
本钢步进梁加热炉加热工艺设计时,通过理论测算,GCr15轴承钢坯在不同温度下的和同温度下不同高温扩散时间,对碳扩散系数近似关系如图1和图2。由图1和图2可知,扩散系数受加热温度的影响和保温时间的影响较大,加热温度越高,扩散系数越大,扩散效果越好。同温度下,扩散时间越长,扩散效果越好。加热温度从1180℃升高至 1260℃,扩散系数增加近一倍。1200℃时,高温扩散时间与扩散系数成正比。GCr15轴承钢采用1250℃保温2h加热工艺,钢坯、轧材的碳化物液析和碳化物带状完全满足GB/T18254-2002标准的要求,解决了目前轧材中碳化物级别超标的问题。
2.2液析产生原因相关技术分析
分别对化学成分C、连铸过热度、加热温度出钢速度与液析的关系进行统计和分析。
2.2.1液析出现率与钢中C含量的关系
对钢中C含量与液析出现率进行统计分析,统计结果见表2。由表2可见,钢中C含量越高,液析出现率有增高趋势。钢液结晶时,由于选分结晶,Z先凝固的部分溶质含量较低,溶质集聚与母液,浓度逐渐增加,因而Z后凝固的部分溶质含量则很高,显然在Z终凝固结构中溶质浓度分布不均匀,这种成分不均匀的显现,为偏析,液析是显著的成分偏析[5]。
2.2.2液析出现率与钢水平均过热度之间的关系
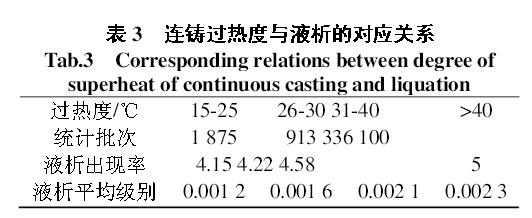
采用235×265mm断面连铸坯生产轴承钢,对连铸钢水过热度与液析出现率统计分析,统计结果如表3所示。由表3可见,钢水过热度越高,液析检验级别和液析不合格率也有偏高的趋势。
2.2.3钢坯均热温度对液析的影响
钢坯加热温度高低,直接影响碳化物的溶解,因此合理的加热温度是必要的。本钢步进梁加热炉分为4段,分别是预热段、加热二段、加热一段、均热段。通过对加热炉均热段温度进行大量数据统计,并与液析检验对应分析发现,产生液析的炉号,加热温度偏低,均热段温度1140~1180℃,比工艺规程要求的温度低30~60℃。根据资料和加热工艺规程,轴承钢合理的加热温度为235×265mm连铸坯1200~1220℃、350×470mm连铸坯1210~1230℃。加热温度过低,不利于碳化物溶解和液析的消除[6]。因此,实际生产温度应该满足工艺要求,加热温度上限控制。
2.2.4出钢时间与液析的关系
控制连铸坯出炉速度,实际是保证连铸坯内外温度和组织的一致性。235×265mm工艺要求出炉速度≤17支/h,350×470mm连铸坯要求出炉速度≤11支/h,高温均热时间分别要求大于1.8h和3.5h。通过对出炉速度和液析炉号对比分析发现,出现液析的批次,普遍超过工艺要求的支数出钢。出钢速度过快导致连铸坯碳化物扩散时间短,碳化物不能较好的溶解扩散,从而导致液析出现。
2.2.5液析与轧制顺行之间的关系
通过大量的数据分析,产生液析的炉号,在生产不顺行的时候出现几率比较大,连轧出现故障,造成加热炉降温,待连轧修好后,又出现追求产量显现,造成出钢速度又过快,从而导致连铸坯高温扩散效果不好,扩散温度低、时间短,而导致液析缺陷。
3 液析缺陷的控制措施及效果
结合液析产生的原因分析,制定如下技术措施,来预防和控制液析缺陷。
1)冶炼化学成分控制,C进行中下线控制方式,控制范围为0.96%~1.01%之间,目标控制0.98%。
2)轴承钢连铸过热度控制,由于考虑到连铸开浇防止冻钢事故,炉<35℃,第二炉以后,要求15~25℃之间控制。
3)轴承钢为了避免组织应力和热应力叠加产生裂纹,采用热送热装工艺,连铸坯在高温条件下进入加热炉,减少了低温升温速度的限制,则增加了高温扩散时间,有利于降低碳化物液析级别。
4)轴承钢连铸坯的均热段温度按工艺规程中上限控制,均热段温度要求控制到235×265mm连铸坯1200~1220℃,350×470mm连铸坯控制1210~1230℃,炉内气氛温度在工艺要求上加20℃。
5)严格控制出钢速度和均热时间,235×265mm工艺要求出炉速度≤17支/h,350×470mm连铸坯要求出炉速度≤11支/h,高温均热时间分别要求大于90min和210min。
6)加强轧线顺行管理,优化待轧降温制度,保证均热效果和防止过热过烧。
4 结论
1)加热温度过低是产生液析的重要原因,高碳铬轴承钢合理的坯料加热温度为235×265mm连铸坯1200~1220℃,350×470mm连铸坯控制1210~1230℃。
2)控制连铸坯出炉速度可以有效控制均热时间,使轴承钢连铸坯内外透烧,碳化物充分扩散,防止液析的出现。Z优化的出炉速度为:235×265mm工艺要求出炉速度≤17支/h,350×470mm连铸坯要求出炉速度≤11支/h,高温均热时间分别要求大于90min和210min。
3)优化成分设计、合理控制连铸过热度、稳定轧线的生产节奏、合理的待轧降温制度、热送热装制度等,都有利于碳化物液析的控制。
参考文献
[1]刘玉斌等.轴承钢液析缺陷产生原因及预防措施[J].黑龙江冶金,2005年第3期
[2]刘靖等.GCr15轴承钢加热温度与碳化物的溶解扩散[J].金属热处理,2008年第10期
[3][6]钟顺思,王昌生.轴承钢[M].北京:冶金工业出版社,2000:47.
[4]濑户浩藏(日).轴承钢[M]
[5]首钢研究院.轴承钢的生产与发展[M].B2BYUP2003.10
来源:《本钢技术》2014年第3期










 企业新闻
企业新闻 轴承知识
轴承知识