300MW机组给水泵汽轮机轴瓦振动处理案例
发布时间:2017-03-08 浏览次数:504
李志行
摘 要:介绍300MW机组小机转子轴瓦振动问题的处理方案及过程。通过长期运行跟踪记录,对比分析,以及热力试验,查找出振动的本源,并在机组检修过程中通过优化轴振检测方式,调整#2轴瓦瓦座支撑,以及动平衡实验等手段成功解决了小机轴瓦振动问题。
关键词:小机;转子;轴瓦;振动
1、概况
1.1设备概况
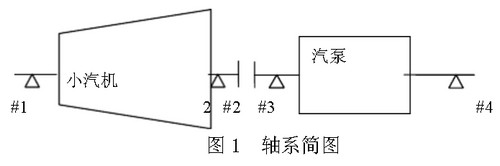
河南某发电厂2*300MW(日立机组1996年投产)汽轮发电机组给水泵汽轮机(简称:小汽机)为东方汽轮机厂制造,型号为G6.6-0.78(8)。额定功率:6607KW;额定转速:5400r/min;压力、温度:0.814MPa、336℃;临界转速:2545r/min;脱扣转速:6380±100r/mi;冷凝压力:0.0051MPa。该小机共设4个轴承,#1、#2轴承支撑小汽轮机,为五瓦块可倾瓦。二转子间用齿形联轴器连接,#3、#4轴承支撑汽泵转子。见轴系简图。
1.2设备振动情况及历次处理情况
#4给水泵汽轮机自#4机投产以来,#2瓦振动一直偏大(满负荷情况下,#1瓦轴振0.04mm,#2瓦0.06mm),且呈逐年上升趋势,受转速影响明显。2006年07月,#4小机#2瓦在5200rpm时#2瓦轴振达到报警值0.80mm,触发报警。但#4小机转速在5000rpm以下时,#2瓦振动明显减小。曾利用历次检修机会对小机转子及其围带、小机#1、#2支持轴承、小机轴封、转子中心、联轴器、给水泵芯包做了多次全面检查,未发现问题。针对以上情况,2009年5月#4机组B级检修时,根据先易后难的原则,从消除#4小机#2瓦共振入手,在小机#2瓦瓦座下方简单加焊了两个槽钢加强支撑,以提高#2瓦的自振频率和连接刚度(连接刚度不足是造成轴瓦动刚度不足的重要原因之一)。#4小机修后进行了单转试验,试验Z高转速至5440r/min。在5440r/min下,#1、2轴振动分别为50μm和60μm,#2轴瓦水平振动为21μm。与历史数据比较,振动状况明显改善,说明针对#2轴承振动问题进行的技术措施合理、有效。但好景不长,在09年12月停机再启动后,#2轴承振动增大,转子轴振有时出现报警。跟踪数据显示轴振Z大值达83μm,就地测量水平瓦振Z大值达109μm,垂直瓦振正常(33μm左右),振动Z大值多发生在小机转速5400转的工作区域(满负荷区域)附近。在通过OIS系统对小机振动情况跟踪发现小机#2瓦轴振存在跳变现象,特别是小机转速在3750转时跳变几率较大,跳变范围从60-80μm,跳变持续时间不长,跳变时就地测量瓦振水平方向为20-25μm之间,垂直方向为10-15μm之间,轴瓦振动数据无明显跳变情况。实地检查,#2瓦所加装支撑焊缝开裂,瓦座加强失效。
2、振动原因综合分析
2.1机组的现场振动试验分析(试验设备及方式:采用将临时加装速度传感器接入美国B.N.208DAIU系统进行采集分析,测量位置在#2垂直、水平和轴向方向,TSI系统轴振动缓冲输出信号接入。试验状态:2010年1月26日14:57,机组负荷256MW,机组转速5121-5222r/min,)设备振动主要表现在#2轴承水平、轴向和轴振动上,在5320r/min下振动正常,在5420r/min下,振动达到Z大值;振动频率是基频,性质是普通强迫振动;#1、#2轴振动始终存在一个50Hz的振动分量;振动原因是#2轴承刚度不足或小机存在质量不平衡。
2.2检测情况综合对比分析
2.2.1振动与转速比较分析:
通过数据对比发现,#4小机#2瓦振动受转速影响明显。随着转速的升高而增加,说明振动产生原因与支撑系统有关,支撑系统存在受迫共振。即使在低转速情况下,#4小机#2瓦振动亦明显比#1瓦振动大,且长期如此,说明#2轴瓦存在设计和安装问题。但同型机组#3小汽机#2振动却明显不大,说明设计上存在问题的可能性不大,在安装过程产生问题的可能性较大。
2.2.2设备振动结构分析
#4小#2瓦转轴相对振动与轴承振动之比,接近于1,而正常的机组转轴相对振动大于轴承振动,其比值一般为2-3倍,或更高。这说明转子支承系统存共振或轴承动刚度严重不足。该型给水泵汽轮机#2瓦轴承座座落在排汽缸上,通过螺栓连接。这种端盖式轴承结构柔度较大。另外,同参数情况下比较,#3小汽机排汽缸振动明显比#4小汽机排汽缸振动要小,说明#4小汽机基础台板与基础接触不良。并且,#3小汽机#2轴瓦振动与汽缸振动基本相符,#4小汽机#2轴瓦振动与汽缸振动水平存在明显差异,说明#4小汽机#2瓦动刚度不足。
2.2.3振动外特性分析
#4小机#2瓦基座振幅阶跃较大。满负荷状态下基座左侧振幅阶跃为0.01mm;而右侧达0.03mm,说明#4小机#2瓦基座连接刚度不足。
2.2.4热力系统分析
#4汽泵再循环存在漏流,#4机凝汽器堵管率严重超标,造成#4小机转速过高,整个热力系统有过负荷也对小机振动情况有一定影响。2006年以前,#4机组可带负荷310MW稳定运行,#4小汽机转速5300rpm;2009年,#4机组负荷300MW已显吃力,#4小汽机转速5500rpm。。#4机Z近两次热力试验数据也说明这个问题,各压力级流量有较明显的增长。此外,#4小汽机汽封间隙大也是造成效率较低、转速过高的原因之一。
3、处理方案及过程
3.1处理方案
3.1.1处理原则
#4小机#2瓦轴振采取现场动平衡方法予以改善,#2瓦瓦振采取强化其动刚度的方法予以改善。
3.1.2实施方案
#4小机揭缸,将#2瓦瓦座吊出,彻底检查处理其底座结合面,同时加装固定支撑,从根本上消除振动产生原因。
调整#4小机汽封间隙,处理轴端汽封漏汽问题,兼顾考虑提高小机级间效率。
对#4小机进行化学抽样检查和分析,确定其过负荷运行后的结垢和腐蚀情况。
对标进行#4小机金属检查,同时对小机排汽缸内部支撑进行检查。
对#4小机#2瓦轴振整套测量回路进行检查,包括测振探头处轴径测量。
修后进行现场动平衡检验,检查和处理#4小机转子不平衡量。
检查小机#2轴瓦及轴径,必要时更换瓦块。
3.2实际情况及处理过程
经过解体检查,发现#2轴瓦基座基础平台接触面积不足30%,结合面内积油、积水,结合面内垫片腐蚀,垫片螺孔错位、强行装配等影响#2瓦刚度的诸多因素;#2瓦轴振动探头处轴径检查,发现该处跳动达0.07mm,这是造成#2瓦多年来轴振大的直接原因。
通过对#2瓦基座结合面对研、油污清理、垫片扩孔、腐蚀垫片更换等针对性处理措施,使#2轴瓦各个部件安装达到了检修标准要求。#2瓦轴振探头处轴径跳动,Z好的办法是通过机加工的办法进行消除,但因工期原因和检修条件限制,本次检修将#2瓦轴振探头进行了移位,#2轴瓦振动测点由由原来的轴承西侧轴封处改至东侧油挡与轴承体空挡处,在瓦盖上重定位打孔。由于此位置相对狭小,测振探头理论安装间隙紧20MM,而探头本身直径为Ф13.5MM,即使不考虑加工误差,探头两侧间隙预留仅为3.75MM。综合考虑汽缸热胀差和推理间隙及其他位置影响因素,将#2瓦瓦体定位销间隙由5MM缩小到0.5MM(补焊定位槽,并打磨,保证销子活动灵活),这样探头两侧的理论间隙大于5MM,大大增加安装的成功率和安全性。#4小机修后于2010年4月13日进行了单转试验,转子动平衡情况良好。转速到5589rpm时,#2瓦温高达90℃,打闸停机。检查发现#2瓦下瓦块有轻度磨损现象,主要是本次检修过程中为了限制轴振,顶隙比修前减小了0.1mm,但在标准范围之内。#2瓦紧力增加和顶隙减小的双重作用,导致#2瓦自适应和自定位能力减小,小机冲转初期即发生磨瓦。经过测量,#2瓦紧力偏大,达0.05mm。将#2瓦紧力调整至0后回装。今后检修时应对#2瓦紧力与顶隙进行关注。紧力以保持0—0.03间隙为宜,顶隙以保持标准上限为宜。Z终处理结束后#4小机在6000rpm转速时#2瓦轴振0.02mm;瓦振0.02mm,达到优良标准。
4、经验总结
机组行中,引起设备振动诱发条件是多样的,在处理上,要根据机组的维修的条件综合考虑,理论上的消缺措施很多,实际当中往往只需要进行其中的一项即可。处理原则是先易后难,但Z先要考虑的是主要诱发因素。通过多种手段,综合分析。根据振动特性规律发现振动的主要原因,从而制定处理方案。
中心位置因素:其变化量的大小,关键不是载荷刚度的改变,重要的是导致动静摩擦和碰撞。轴瓦脱胎,是受到了较大的冲击力而损坏,轻微的的轴瓦碰磨不会产生脱胎,只是瓦面磨损。
汽流涡动因素:一般只发生在高压转子,其它部位基本不用考虑,随机组工况变化,振动能量有所不同,起初低频反应活跃且不稳定,一但稳定,轴振动将明显上升,而且越演越烈,轴承将发出清晰的撞击声。当然,从发生涡动的机型看,首要考虑缸的是缸体支撑状况,机组现场安装条件、运行当中轴承稳定性是必要条件。通常,汽流涡动只发生在大机组的高负荷时,并有一门槛值,而其Z敏感条件是轴承的载荷状况,即油膜的刚度和轴承的偏心距。与润滑油温度的响应关系等。
油膜涡动因素:重载轴承通常是不发生油膜涡动的,发生油膜涡动的轴承通常是在轻载轴承上或轴承发生轻载时。对润滑油温度、转子的二倍一阶临界转速时较为敏感。
机械共振因素:当轴承顶部振动幅值与基础振动幅值之比1.5/2.0或接近1/1时,要考虑共振问题。不同部位差别振动的要求是不一样的,一个平面的振动状况要分层次的区分,要有点和面的概念。正常机组的转轴与轴承之间的差别振动为2~3倍,或更高,当转轴相对于轴承振动接近或小于轴承振动时,说明刚度不足。
参考文献:
[1]大唐洛阳首阳山发电厂《300MW机组汽轮机检修规程》
[2]东方汽轮机厂G6.6-0.78型给水泵汽轮机设计手册
[3]全国火电100-200MW级机组技术协作会年会论文集









 企业新闻
企业新闻 轴承知识
轴承知识