转台法兰环缝裂纹分析及修复方案
发布时间:2017-03-08 浏览次数:377
张晓刚
(太原重工股份有限公司)
摘 要:针对公司生产的某型号起重机转台Q960E钢法兰闭合焊缝裂纹进行研究,分析裂纹产生的原因。通过制订科学的焊接修复方案,改进了焊接工艺,对该焊缝进行了修复。经过长期在风电现场的吊装作业,经历了各种工况的验证,现场人员跟踪检查,该起重机转台法兰修复后的焊缝未出现开裂现象,整车使用状态良好,完成了多次风机吊装任务。实践验证了转台法兰环焊缝裂纹分析的准确性和修复方案的合理性。
关键词:低碳调质钢;延迟裂纹;闭合焊缝;拘束应力
0 前言
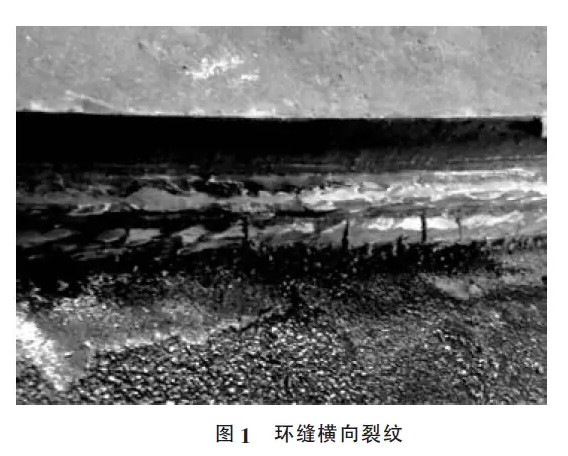
本公司生产的某型号起重机,转台结构底部焊接一环形法兰,利用法兰加工面与回转支承定位,实现转台与车架的装配。该环形法兰材质为Q960E钢,尺寸:板厚30mm,外径2740mm,内径2440mm。法兰内外环焊缝焊接后,经过一段时间自然时效作用,环焊缝出现分布密集的横向裂纹,如图1所示。
1 裂纹原因分析
1.1裂纹理论分析
该裂纹不是焊后立即出现,而是几天后才出现,开始时少量出现,随着时间增长和焊缝的清磨、除渣过程中裂纹逐渐增多,Z终环焊缝上出现密集的横向裂纹。裂纹的位置集中在转台结构一侧焊缝上,裂纹垂直于焊缝的轴线。据此判断,裂纹为延迟裂纹。
延迟裂纹是冷裂纹的一种,钢材的淬硬倾向、焊接接头的氢含量及其分布、焊接接头的拘束应力是形成延迟裂纹的三大要素。裂纹的起源多发生在具有缺口效应的焊接热影响区或物理化学不均匀的氢聚集的局部地带,在三大要素的综合作用下形成。
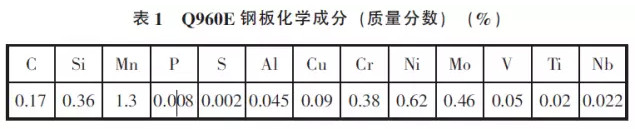
1.1.1Q960E钢淬硬倾向
Q960E钢为低碳调质钢,化学成分见表1。
结合公司的焊接工艺评定试验,得知Q960E钢材的淬硬倾向较大。
1.1.2焊接接头的氢含量及其分布
氢是引起高强钢焊接冷裂纹的重要因素之一。焊缝中过饱和状态的氢处于不稳定状态,温度很高时,氢很快从焊接接头扩散出去;温度很低时,氢的活动受到抑制,均不会产生冷裂纹。只有在一定温度范围(-100——100℃)氢的作用才显著。氢在金属中的扩散还受到应力状态的影响,有向三向拉应力区扩散的趋势。在应力集中或缺口等有塑性应变的部位容易产生氢的局部聚集,使该处Z早达到氢的临界含量。氢的扩散有一定速度,聚集到临界含量需要时间,即表现为冷裂纹的延迟性。
1.1.3焊接接头的拘束应力
焊接接头的应力状态是引起冷裂纹的直接原因。在焊接条件下主要存在不均匀加热及冷却过程引起的热应力、金属相变前后不同组织的热物理性质(质量体积、线胀系数、体胀系数)变化引起的相变应力以及结构自身拘束条件所造成的应力等。焊接拘束应力和拘束度成正比,刚性越大,拘束度和拘束应力越大,裂纹倾向就越大。
1.2生产过程分析
1.2.1装配
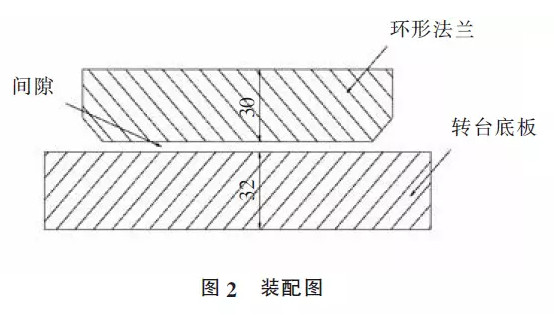
环形法兰是在转台结构主要焊缝焊接完成的情况下,将转台翻转180°,使转台底平面朝上装配完成的。在焊缝修复时,发现环形法兰与转台底平面的贴合处存在间隙,焊接时在焊缝根部容易形成应力集中,如图2所示。
1.2.2焊接
(1)焊接环境施工时间为5月份,环境温度22℃左右,空气相对湿度较大。转台底板零件尺寸较环形法兰大,热传导快,导致转台底板预热温度不足,并且容易在间隙部位聚集水汽,极易造成焊缝接头[H]R的聚集,引起裂纹产生。
(2)焊丝匹配由于法兰与转台底板材质相同,选用等强匹配焊丝。
(3)焊接顺序先焊内圈焊缝,待内圈闭合焊缝焊完后再焊外圈闭合焊缝。经过分析讨论,闭合焊缝本身拘束应力较大,由于法兰与转台底板贴合面存在间隙,焊丝强度高,塑性低,使接头的拘束应力增大,特别是在焊趾、焊根等部位应力集中严重。预热温度不足,影响氢从焊缝区逸出,造成接头氢含量聚集。随着接头应力的释放和氢的扩散,Z终导致产生裂纹。
2 修复方案
2.1修复方案分析
防止冷裂纹措施的总原则是改善接头组织、降低氢含量和减小拘束应力。生产中采用的措施是严格控制焊接工艺和合理选用焊接材料。
依据设计人员提供的法兰受力情况,该处受挤压力,且受力较小,故采用低匹配焊丝。因强度较低的焊缝不仅本身冷裂倾向小,而且由于较易塑性变形,从而降低接头拘束应力,使焊趾、焊根等部位的应力集中效应降低,改善了焊缝及热影响区的冷裂倾向。法兰和转台底板的预热要均匀,严格按工艺要求预热,便于增大热循环的低温参数t100,有利于氢的充分扩散逸出。
为了减小应力集中,法兰与转台底板的贴合面要贴紧,调整焊接顺序,减小焊接拘束应力。
2.2焊前准备
首先采用碳弧气刨清除焊缝。气刨前,焊缝周围100mm范围需预热150℃左右,由于面积较大,采取分段预热、分段清理焊缝的方法,多层多道刨,单道刨深度4——5mm。刨后用角磨机清除刨道表面淬硬层,打磨平整并出现金属光泽。然后,清理焊缝的坡口表面并进行MT探伤,杜绝出现裂纹。Z后,将法兰与转台底板贴合面清理干净,确保零件贴合紧密。
2.3焊接过程
2.3.1定位焊
定位焊所用焊丝与正式打底焊时所用的焊丝相同。定位焊焊缝位置在法兰内环,均布四点,每段焊缝长度30——50mm,焊层厚度不小于3mm。定位焊前在焊接区域周围进行预热,预热温度较正式焊接前的预热温度高20℃左右。
2.3.2焊丝选用
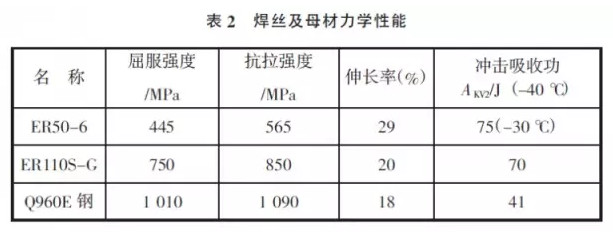
采用低强匹配,打底焊丝用ER50-6,填充、盖面焊丝用ER110S-G。焊材及母材性能见表2。
2.3.3焊接顺序
焊接时先焊内环缝,再焊外环缝。焊内环缝时分段焊接,留2段100mm不焊,避免形成闭合焊缝,待焊缝完全冷却后再将2段100mm焊缝焊完,形成闭合焊缝。然后焊外环缝,顺序同内环缝。
2.3.4焊接热输入及预热、道间温度控制
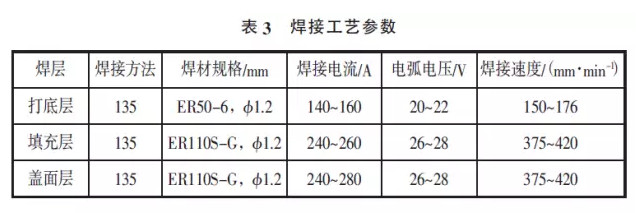
采用MAG焊方法焊接,直流反接,保护气体为φ(CO2)20%+φ(Ar)80%,气体流量为20L/min。严格按工艺评定的焊接工艺参数进行施焊。焊接工艺参数见表3。
采取分段火焰预热方法,预热一段焊接一段,预热120——150℃,预热温度要求均匀,预热范围为坡口两侧各75mm,预热时特别注意转台底板一侧温度。采用红外线测温仪测量坡口两侧法兰与转台底板温度,温度达到预热要求后按照焊接顺序开始打底焊接。
填充焊接时,道间温度应不低于120℃,且不高于170℃。若温度低于120℃时,需加热到规定温度;若温度高于170℃时,需空冷到170℃以下。
每道焊缝焊前检测层间温度,在规定温度范围内才允许施焊。
内环缝分段焊缝焊完后立即用石棉布覆盖,保温缓冷。然后完全冷却后,再将内环缝2段100mm未焊部位按相同方法焊完,完成内环缝焊接。待内环缝完全冷却后,再按相同步骤完成外环缝焊接。
2.4焊后处理
焊缝完全冷却后,清除焊缝氧化皮及飞溅,并对转台结构进行振动时效处理。48h后修复焊缝做MT探伤,未出现裂纹。
3 结论
按以上工艺方案修复焊缝后,经过起重机吊载试验及长期在风场的吊装作业,检验人员跟踪检测,焊缝未出现裂纹,该修复方案制定科学合理。
针对低碳调质钢闭合焊缝的焊接,关键是防止出现延迟裂纹。通过控制装配间隙、合理的焊接顺序、预热温度、层间温度、焊材的匹配、热输入、焊后缓冷处理、生产过程检验等几方面综合作用,能够防止出现裂纹。
来源:《焊接技术》2016年第10期









 企业新闻
企业新闻 轴承知识
轴承知识