一种剖分式曲轴轴瓦加工工艺研究
发布时间:2017-03-06 浏览次数:570
赫茂林 卢凯
(宝鸡钛业股份有限公司,陕西宝鸡,721013)
摘 要:轴瓦是滑动轴承和轴颈接触的部分,形状为瓦状的半圆柱面,非常光滑,一般用青铜、减摩合金等耐磨材料制成,轴瓦有整体式和剖分式两种,整体式轴瓦通常称为轴套。轴瓦与轴颈采用间隙配合,一般与不随轴旋转。高速重载的场合多用采用轴瓦作为支撑媒介,轴瓦的加工精度直接决定着设备的安全运行,文章研究对象为一种用在高压空气压缩机曲轴轴颈处的剖分式轴瓦的加工工艺。通过该工艺能够有效的保证剖分式轴瓦的内外径圆度及同心度。
关键词:轴瓦;工艺;加工
绪论
轴瓦是滑动轴承和轴颈接触的部分,形状为瓦状的半圆柱面,非常光滑,一般用青铜、减摩合金等耐磨材料制成,轴瓦有整体式和剖分式两种,整体式轴瓦通常称为轴套。轴瓦与轴颈采用间隙配合,一般与不随轴旋转。高速重载的场合多用采用轴瓦作为支撑媒介,轴瓦的加工精度直接决定着设备的安全运行,一般的剖分式轴瓦加工多为轴外整体式加工,加工完后利用锯片或者线切割的手段进行分割,然而利用这种手段加工的轴瓦对后续的装配带来了极大的麻烦。原因在于无论是用锯片还是线切割,剖分后母材的厚度都会减少(若用锯片分割削减量则为锯片的厚度约2.5mm,若用线切割分割削减量则为钼丝直径约0.2mm),轴瓦剖分扣合后的圆度已经发生了改变,已达不到使用要求为了弥补这一缺陷在装配是多要利用间隙垫来进行调整,这种方法虽然能够弥补一定量的间隙损失,但操作较为复杂,且补偿量不是很准确。因此需要一种新的工艺来解决以上工艺的不足。
以某高压空气压缩机曲轴轴瓦(材料ZQSn6-6-3)为例
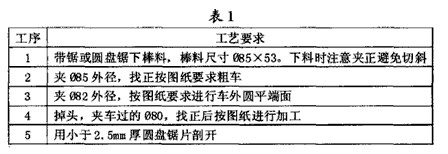
1 一般工艺(如表1、图1所示)
优点:加工容易。
缺点:轴瓦精度差,装配困难,轴瓦需大面积刮研,轴瓦与轴颈接触面积小。用这种工艺加工的轴瓦装配完毕后,需要长时间的磨合,以防止过热造成的轴瓦抱死。
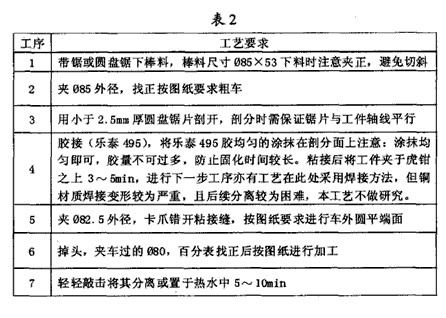
2 新工艺研究(如表2、图2所示)
优点:利用胶接技术避免了焊接热量产生的变形,利用这种工艺加工完成的剖分式轴瓦在扣合后仍能够保证内径的圆度以及内外径的同心度。轴瓦装配不需要加装调整垫,减少了人工刮研量,轴瓦与轴颈的配合面大幅增加。装配后磨合时间缩短70%。
3 结束语
通过该新工艺能够有效的保证剖分式轴瓦的内外径圆度及同心度,极大的提高了剖分式轴瓦与曲轴轴颈间的装配精度,减少了工人刮研轴瓦的劳动强度,该工艺利用胶接工艺代替焊接工艺使新技术得到利用,是一个成功的工艺。
参考文献
[1]黄如林.金属加工工艺及工装设计[M].化学工业出版社,2006.
[2]濮良贵,纪名刚.机械设计[M].高等教育出版社,2001.
来源:《科技创新与应用》2016年第18期










 企业新闻
企业新闻 轴承知识
轴承知识