两火材生产GCr15热轧轴承钢碳化物的控制
发布时间:2017-04-06 浏览次数:1713
余雷,徐海霞
(东北特钢集团北满特钢有限责任公司,黑龙江省齐齐哈尔 161041)
摘 要:通过对冶炼、加热、冷却工序进行控制,减轻Ø650mm连铸圆坯两火材生产GCr15轴承钢的碳化物级别。
关键词:GCr15;碳化物;控制
GCr15是制造滚珠、滚柱和轴承套圈用钢。轴承在工作时承受着极大的压力和摩擦力,所以要求轴承钢有高而均匀的硬度和耐磨性、高的弹性极限。对轴承钢的化学成分的均匀性、非金属夹杂物的含量和分布、碳化物的分布等要求都十分严格。对于高碳铬轴承钢来讲,主要是提高钢材的纯净度和钢中碳化物的充分均匀化。碳化物偏析就是反应轴承钢均匀性的重要指标,通常使用碳化物液析、碳化物带状、碳化物网状级别来表示偏析的严重程度,碳化物偏析严重的轴承钢在使用时会出现磨损不均匀,影响使用寿命。
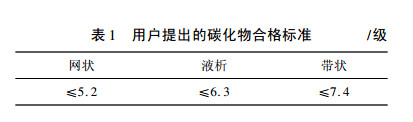
北满特钢生产热轧GCr15轴承钢采用的工艺路线为:电炉(转炉)冶炼+精炼→连铸一火轧制成材。按照GB/T18254-2002标准,供热压力加工状态使用的轧材不检验网状碳化物,因此在工艺中没有对网状碳化物的控制手段。而实际碳化物网状水平是5.5级,根据用户本次订货提出的检验碳化物要求,保证高温扩散退火时间大于5h,碳化物按SEP1520检验,合格标准如表1所示。
这一标准对碳化物网状要求严格,而以往我公司生产的热轧材多用于热压力加工,对碳化物网状没有明确的要求,为此我公司进行试生产,拟采用Ø650mm连铸坯两火次轧制成材,轧制时采取轧后穿水冷却来保证轴承钢的碳化物级别。
1 生产过程及控制要点
1.1冶炼-连铸的控制
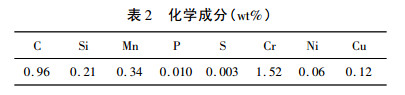
钢中的磷不仅能加剧液析碳化物的生成,而且能加剧奥氏体化时二次碳化物的析出。凝固过程中随S质量分数的增加,硫化物、碳化物分布的平均尺寸增加,从而纵向偏析增加。因此在生产时必须尽量低的控制钢水中的P、S的质量分数。试产的一炉钢化学成分见表2。
连铸时重点控制过热度与拉速的调整,减轻碳化物的偏析情况,此炉钢浇铸时中包温度控制在1498~1488℃之间,过热度具体要求小于40℃,采取0.18m/min的恒定拉速。
1.2加热轧制
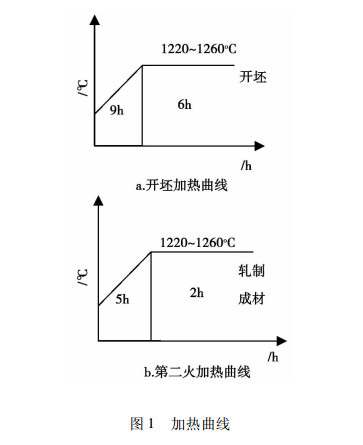
生产时采取两次加热,首先将Ø650mm连铸圆坯加热轧制开坯至245mm2,再对方坯进行第二次高温扩散后轧制成Ø60mm钢材,具体的加热曲线如图1所示。采取两火次轧制不仅增加了高温扩散时间,而且经次轧制后,坯料的铸态组织经轧制后,粗大的树枝晶得以消除,并且钢坯组织更为致密,从而第二次的扩散效果大大加强。生产时加热曲线见图1。
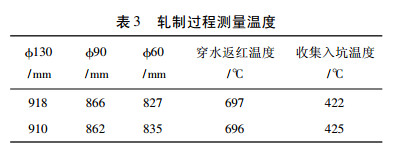
轧制后冷却过程中,过饱和碳化物沿奥氏体晶界析出,形成网状碳化物,通过控轧控冷方式使钢材快速冷却从而减轻网状碳化物的严重程度。钢材轧制过程为:245mm2→Ø130mm→Ø90mm→Ø60mm,轧制成材后钢材进行穿水快速冷却,通过调整轧制速度达到对轧制过程中钢材温降的控制,进而控制碳化物析出,降低网状碳化物级别,轧制过程中对钢材温度进行测量,测量结果见表3。
由表3可见,采用穿水轧制时,钢温降低很快,轧制Ø60mm钢材经穿水,温度快速降低了130~140℃,在随后收集入坑时温度已经降至396~428℃;而在一火成材不进行穿水轧制时,轧制到同一规格的钢材时,没有快速冷却的过程,入坑温度在500℃左右,通过轧后钢材穿水冷却,较好地实现了控制冷却。
2 检验结果
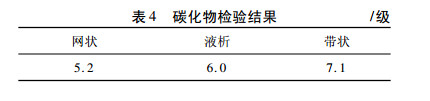
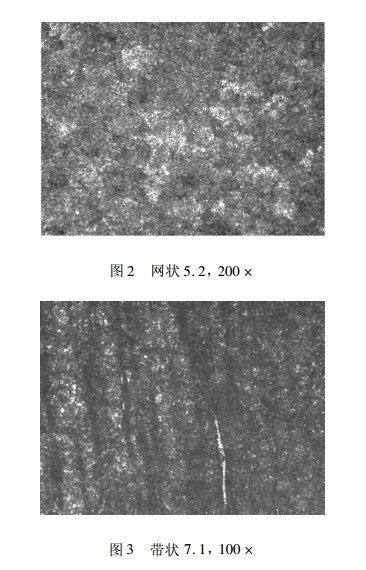
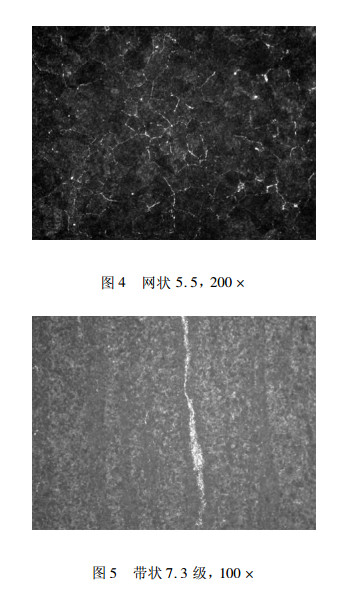
对钢材进行取样检验,碳化物检验结果如表4所示,网状、带状图片分别如图2、图3所示。由检验结果可以看出,碳化物网状为5.2级,液析为6.0级,带状为7.1级,比一火成材碳化物级别低,见图4、图5。表明Ø650mm连铸圆坯经两次高温扩散后完全消除了液析,并有效控制了带状碳化物。穿水后快速降至700℃以下后,空冷至400℃左右可有效控制网状的形成。
3 分析
碳化物网状是在过共析钢中沿奥氏体晶粒边界析出呈网络状分布的过剩二次碳化物,是在热加工变形后的冷却过程中形成的,如果在800~900℃之间冷却速度太慢,则溶解在奥氏体中的碳有足够动力和充分的时间扩散到奥氏体晶粒的边界上析出。为此在工艺策划时重点控制轧制后的冷却速度来改善碳化物网状,增加了穿水工序,以提高轴承钢材轧后的冷却速度,使过剩的二次碳化物来不及析出,实现控制碳化物网状的目的。
碳化物液析在钢液凝固过程中形成,在热加工时,被破碎成不规则碎块,沿压延方向呈链状或条状分布。碳化物带状则是钢液在凝固过程中形成的晶间偏析,造成碳高低浓度不同的偏析带,轧制延伸后,冷却过程中高浓度区域析出大量过剩的二次碳化物,从而形成高低碳相间的碳化物条带状组织。铸坯Z后凝固区富集着大量的合金元素及硫磷等杂质,是非金属夹杂物和碳化物Z为聚集的区域。冷却过程中碳化物析出的总量和分布状态,主要取决于原始偏析程度。针对碳化物液析和带状,主要是控制合理的连铸和冷却速度,并在后面高温均质化扩散来减轻这种缺陷。连铸时,钢坯表面温度低,先进行凝固,同时发生选分结晶,导致先凝固的表面部分碳的质量分数低,中心碳的质量分数较高,并在中心碳化物聚集,极易形液析碳化物,连铸时适当降低过热度,有效地提高了凝固速度,利用合理的拉速、电磁搅拌,减轻碳化物的偏析。而在随后的钢坯加热过程中,加热温度高于奥氏体转变点,使钢坯中的渗碳体、珠光体转变为奥氏体,而原来渗碳体区域含碳量较高,延长保温时间,通过碳原子的扩散获得均匀化的奥氏体,进而可以减轻连铸坯的偏析情况,减轻碳化物聚集程度,进而有效地减轻带状及液析。
4 结语
(1)Ø650mm连铸坯经两火次高温扩散后轧制,可减轻碳化物聚集情况,消除GCr15轴承钢中的液析碳化物,减轻带状碳化物。
(2)生产时控制轧后冷却速度,可有效的减少网状碳化物析出。
参考文献
[1]虞明全.发达国家改善连铸轴承钢碳化物的方法和途径[J]上海钢研,2006,(1):3-7.
[2]陆兴.热处理工程基础[M],北京:机械工业出版社,2007.
来源:《黑龙江冶金》2013年第3期









 企业新闻
企业新闻 轴承知识
轴承知识