浅谈A1400减速机滑动轴承轴瓦维护
发布时间:2017-04-12 浏览次数:438
朱宝将
(南京钢铁联合有限公司带钢厂,江苏南京 210035)
摘 要:对南钢带钢厂d500轧机A1400减速机运行状况进行分析,查找生产过程中轧制负荷对减速机滑动轴承轴瓦寿命的影响因素以及设备维护方面的不足对减速机滑动轴承的影响,提出了当前状况下轧制负荷要求以及减速机滑动轴承的维护要点。
关键词:轧机;减速机;滑动轴承;维护
0 前言
南钢带钢厂d500轧机为开口式轧机,轧辊瓦胎与机架间隙较大,进出口导卫制作安装精度较低,轧件在咬入轧机瞬间冲击力较大且轧制负荷较大。由于滑动轴承具有承载能力大,工作平稳可靠,噪声小,耐冲击,吸振,可以剖分等优点。所以该厂d500轧机列A1400减速机轴承选型为动压滑动轴承。随着该厂从2009年产品结构逐渐以普通碳素钢带钢向优质合金带钢和特殊钢带转型发展,转型后生产的特殊钢带和优质合金带钢在d500轧机处轧制负荷较生产普带时负荷有大幅增加,这就对减速机运行带来很大冲击,主要表现为滑动轴承轴瓦磨损加剧、瓦温升高甚至轴瓦烧损等设备故障与事故。面对现状,如何既能满足优特带钢的生产又可以确保减速机轴瓦能有1年以上的使用寿命,在每年的年修中更换轴瓦重新满足设备性能要求,成为急迫需要解决的问题。
1 A1400减速机滑动轴承的结构及工作原理
A1400减速机滑动轴承由轴承盖、轴承座、轴瓦、联接螺栓等组成,轴瓦是滑动轴承的重要零件,用于直接支承轴颈。轴瓦由ZG35瓦胎基体加复合巴氏合金轴瓦表面而成,在轴瓦内表面,以进油口为中心沿纵向、斜向或横向开有油槽,以利于润滑油均匀分布在整个轴颈上。A1400减速机滑动轴承轴瓦润滑油为68#机械油。
滑动轴承通过轴瓦内表面之间的运动进行工作,运动产生的滑动摩擦力会对滑动轴承的运动产生阻碍。在滑动轴承表面若能形成润滑膜将运动副表面分开,则滑动摩擦力可大大降低,由于运动副表面不直接接触,因此也避免了磨损。因此,润滑膜的形成是滑动轴承能正常工作的基本条件,影响润滑膜形成的因素有润滑方式、运动副相对运动速度、润滑剂的物理性质和运动副表面的粗糙度等。因此在滑动轴承的应用中,保持良好的润滑可以降低摩擦功耗,减少磨损,同时还起到冷却、吸振、防锈等作用。轴承能否正常工作,与是否能顺利形成油膜有很大关系。
2 A1400减速机滑动轴承轴瓦损坏原因分析
a、润滑油油质变差,不能形成良好的油膜,无法对轴颈起到良好的托起作用,造成轴瓦摩擦力加大、瓦温升高、轴瓦磨损加剧,Z终造成轴瓦损坏。
b、轴瓦在运转中供油不足所致,加剧轴瓦磨损,轴瓦磨损严重时会造成轴端下沉,使两连接轴同心度下降,机械振动明显增加,加剧轴瓦损坏。造成供油不足有几种原因:1)因轴瓦各部间隙小于标准值而供油量小;2)因开启油泵后,立刻启动电动机,润滑油不能及时输送到减速机轴瓦,而造成瞬时缺油;3)油箱油位低于下限,油泵吸油把空气吸入油管内;4)油泵系统压力调整过低,造成轴瓦供油不足;5)因调整轴瓦间隙的瓦口垫串动堵塞部分油孔而造成的油量减少。
c、润滑油断油造成轴瓦无法抬起轴颈,轴瓦与轴直接摩擦,瓦温急剧上升,发生“烧瓦”现象(一般情况下轴瓦温度超过65℃就容易发生“烧瓦”现象)。
d、因电机和高速轴连接同心度误差大安装精度低等问题,轴在运转中硬抗轴瓦局部、轴瓦振动大,润滑油流不能有效流到轴瓦上导致局部缺油,使轴瓦温度升高,而造成局部面积啃瓦现象,Z终导致轴瓦损坏。
e、低温钢轧制等原因产生的长期超负荷,使轴瓦超载过大造成油膜破坏而造成轴瓦磨损、碎裂等轴瓦损坏现象。
3 A1400减速机滑动轴承维护要点
a)确保润滑油油液品质:每次停机1h以上,须将油泵停止,待油箱润滑油沉淀后排污;每三个月定期化验油质,发现油质异常及时更换润滑油,并清洗油箱。
b)要求油泵与电动机连锁,并在油泵开关上加延时器,确保合适的供油量流到轴瓦上,充分润滑后才能启动主电动机,减速机轴瓦运转时能够顺利形成油膜。
c)建立润滑油液位、温度、压力检测规范要求,确保轴瓦供油正常;维修钳工每2h对润滑油液位、温度、压力进行一次检查,发现异常及时采取措施。油位不得低于450mm,低于此油位须及时加油。油温一般要求控制在20℃~40℃,油温过高,粘度变小,油膜形成较差,承载能力下降;油温过低,粘度变大,摩擦力增加,温升加剧,影响轴瓦油膜形成。油压一般要求控制在0.18MPa~0.22MPa之间,油压过低造成供油不足,对轴瓦润滑起到负面影响,油压过高容易造成轴瓦来不及回油,轴颈容易漏油。
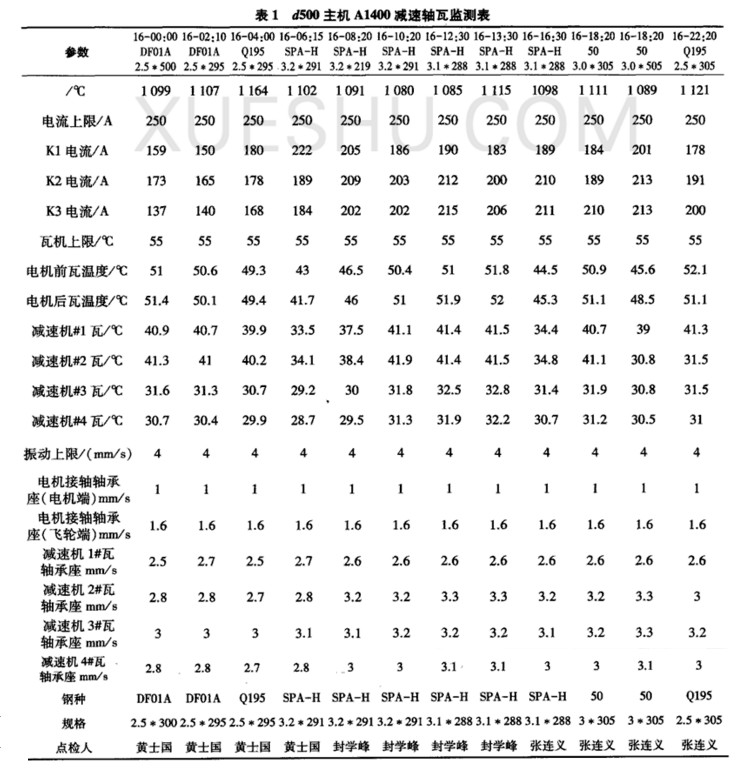
d)建立轴瓦振动、温度监测制度,要求维修钳工每2h对轴瓦振动、温度以及轧钢电流进行监测。由于轧制负荷难以由仪器直接测量,但是轧制负荷与轧制电流之间存在对应关系,因此控制轧制电流就可以达到控制轧制负荷的目的。根据观察总结只要轧制电流能够控制在250A以下,对轴瓦运行不会有较大影响;发现电流超标及时通知生产人员调整轧制压下量以控制轧制负荷。瓦温应控制在60℃以下,超过60℃应采取必要的降温措施;轴瓦振动须控制在4mm/s以下;发现轴瓦温度及振动超标立即停机检查处理。表1为维修钳工对轴瓦运行状况监测记录表。
e)每年年修对A1400减速机所有轴瓦更换,更换过程中按照标准控制各技术数据确保检修质量,从而使轴瓦使用周期达到1年以上。轴瓦更换时需要注意以下内容,确保更换质量。
1)新轴瓦使用前要检查巴氏合金浇注情况,不得有“脱壳”现象。并检查轴瓦背与轴承座孔是否接触充分,将轴瓦背涂抹红丹研配轴承座孔,要求上瓦背与轴承盖之间接触面积≥整个面积的40%、下瓦背与轴承座之间接触面积≥整个面积的50%、瓦背与轴承盖和轴承座之间的接触点为1~2个/cm2。
2)研瓦时须要找正后刮研,将刮刀倾斜交叉刮削,刀迹与轴瓦内孔曲面约成45°,精刮时转动弧长应<25mm,切忌沿轴线方向直线刮点。研低速轴底瓦要求控制推力间隙≤0.5mm;研高速轴底瓦要求控制推力间隙>2mm;高速轴、低速轴均要求轴瓦吃点面≥60%,每25×25mm2内的研点数在6~8个,高速轴、低速轴水平度≤0.05‰且方向一致。两轴线平行度≤0.08‰。要求在刮研高速轴底瓦时兼顾考虑轴的水平度和联轴器同心度,要求同心度≤0.2mm。
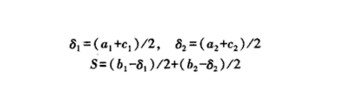
3)测量轴瓦径向间隙,选配合适的瓦口垫厚度。滑动轴承的径向间隙δ是保证液体摩擦的主要条件,间隙过大容易出现漏油、振动、磨损加快等现象,间歇过小容易造成“夹瓦”、瓦温过高等现象。采用压铅法来测量:一般选用0.6mm~1mm的软铅丝,按照图1所示的位置摆放。
其顶间隙的平均值可按下式计算:
确定所需的瓦口垫的厚度N;即N=S-δ,其中δ为理论上的轴瓦径向间隙,δ=kd(k为系数,d为轴的直径)。带钢厂A1400减速机高速轴轴径为240mm,轴瓦径向间隙一般控制在轴径1.2‰左右(约0.3mm);低速轴轴径为300mm,轴瓦径向间隙一般控制在轴径1.5‰左右(约0.5mm)。经压铅法测量计算出瓦口垫厚度N后,再将相同厚度的2组瓦口垫放在轴瓦的两侧。
4)在更换轴瓦过程中,完成了轴瓦的找正、刮研、调整间隙后,需用煤油清洗轴瓦和轴颈,并将所有杂物清理出箱体;将供油管和回油油路全部疏通,并确保供油方向与轴转动方向相一致;Z后紧固各部螺栓,密封好箱体。
结语
2011年4月份以前带钢厂d500主机减速机轴瓦每年都会有2~3次的“烧瓦”事故,每次事故处理都要近20h,对生产有极大影响。从2011年5月份起带钢厂对d500主机减速机振动、温度、润滑以及轧制电流等监控以来,主机列运行状况平稳,没有发生1次故障停机,轴瓦使用寿命完全达到1年以上。2012年7月份带钢厂年修中,将A1400减速机开箱检查轴瓦情况,发现轴瓦有轻微磨损和碎边现象,还可以修复使用,为了在下一个年修周期中A1400减速机轴瓦不会发生故障,还是按照检修标准要求对轴瓦全部更新。虽然通过一系列方法措施对轴瓦进行维护,也取得一些效果,但是还需继续探索更好更多的方法,不断提高A1400减速机轴瓦使用寿命。
参考文献:
[1]许云鹏,曲国章.轴瓦的异常损坏及预防[J].农机使用与维修,2006(4).
[2]刘俊.滑动轴承的刮研及装配[J].化学工程与装备,2009(10).
[3]李永强.动压滑动轴承故障分析及预防[J].中国设备工程,2006(6).
来源:《机械制造与自动化》










 企业新闻
企业新闻 轴承知识
轴承知识