货车轮对轴承压装不合格原因分析及应对措施
发布时间:2017-04-25 浏览次数:966
王刚
(上海铁路局杭州北车辆段)
【摘 要】轴承是货车的重要领部件,承载着车辆大部分自重、货车运用时钢轨对轮对的径向、轴向冲击力、机车牵引力产生的附加载荷等,轴承压装质量不高是货车发生热轴、燃切轴的原因之一。本文重点对轴承压装不合格中的压装力不合格、异音卡滞、压装后轴向游隙不合格及压装不到位故障进行原因分析,并提出应对措施和建议。
【关键词】轴承;压装不合格;原因;措施
1、轴承压装不合格故障情况及安全风险分析
1.1 我段轴承压装不合格故障情况统计
《铁路货车轮轴组装、检修及管理规则》(铁运[2007]98号)(以下简称轮规)对轴承压装质量判定指标有轴承压装曲线(轴承压装力、终止贴合压力及保压时间)、压装后的转动检查、轴向游隙、压装到位尺寸及轴承磨合温度。据我段2013年7月-2014年6月轴承压装数据统计:压装轴承41334套,不合格86套,不合格率为0.21%,其中压装力不合格55套,占64.0%;异音卡滞18套,占20.9%;压装后轴向游隙不合格7套(游隙大4套,游隙小2套),占7%;压装不到位4套,占4.7%;其它故障2套(曲线异常),占2.3%。
1.2 轴承压装不合格安全风险分析
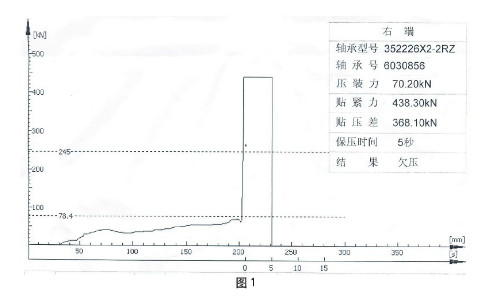
1.2.1 轴承压装力不合格。轴承压装力不合格主要表现为压装力欠吨,即轴承压装力小于《轮规》规定的Z小压装力。如图1:352226X2-2RZ轴承压装不合格曲线,轴承压装力为70.2kN,小于规定限度78.4kN~245kN。货车运用时,轴承承受着径向、轴向载荷及其他冲击载荷,轴承压装力起着固定轴承内圈与轴颈装配位置的作用,轴承压装力欠吨,在交变载荷的作用下,内圈在轴颈上会发生轴向和周向蠕动,破坏轴承内部结构,内圈组件与外圈滚道滚动配合不良,出现卡阻等故障,导致轴承热轴、燃切轴事故发生。
1.2.2 轴承异音卡滞。轴承压装过程中、压装后转动外圈检查,发现异音卡滞。主要原因是由密封装置内外油封相互摩擦及轴承压装过程中未转动外圈。内外油封相互摩擦会导致轴承密封失效甩油,甚至密封罩脱出;压装过程中未转动外圈,导致内部零部件错位、卡滞。货车运用时,轻者发生热轴,重者发生燃切轴事故。
1.2.3 轴向游隙不合格。《轮规》规定轴承压装后须在294N~490N轴向推(拉)力下检测轴向游隙,26系列轴向游隙为0.075mm~0.50mm,353130B轴承轴向游隙为0.05mm~0.45mm。轴向游隙大,轴承运转时窜动大,旋转精度降低,使用寿命缩短,车辆高速运行或过弯道时易发生卡死。轴向游隙小,轴承内部零部件相互摩擦增大,加快磨损,脱落的金属颗粒与油脂混合,破坏了轴承内部润滑系统。轴向游隙不合格缩短了轴承使用寿命,会造成热轴故障和燃切轴事故发生。
1.2.4 轴承压装不到位。轴承压装后须进行到位尺寸检查,RD2轮对限度为14.3mm~16.7mm,RE2B轮对限度为9mm-10.4mm。轴承压装不到位,影响内侧密封座(或内圈大端面)与后挡及防尘板座之间的装配,轴承失去了三者装配所产生的轴向支撑力,同时也会影响后挡与防尘板座组装质量,货车运用时,会发生后挡松动、内圈蠕动等故障,破坏轴承内部结构,造成热轴故障和燃切轴事故发生。
2、轴承压装不合格原因分析
2.1 轴承压装力不合格
2.1.1 轴承与轴颈配合过盈量低于规定限度。《轮规》规定26系列轴承配合过盈量为0.05mm~0.102mm,353130B型轴承配合过盈量为0.051mm~0.101mm。产生的原因有:一、轮对、轴承、量器具测量选配前未同温8小时,室内、室外温差大时。二、开工前量器具校验不认真或量器具性能不良。三、轴颈、轴承测量方法、测量位置不符合规定,如轴颈测量时外径千分尺测砧与轴颈表面不密贴,轴颈直径同截面未三等分测量,轴承内径同截面未垂直两处测量,未在轴颈、轴承规定截面测量。四、轴承与轴颈压装未执行轴承内径大头在内端,小头在外端的规定等。
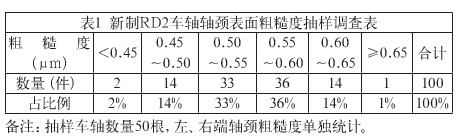
2.1.2 轴颈表面粗糙度低、圆柱度偏小。轴承与新轮对(新轴)压装时,较常见。虽然轴承与轴颈配合过盈量符合规定限度,但轴颈表面粗糙度偏低,轴承压装时产生的压装力较小。《轮规》规定车轴轴颈、防尘板座须采用成型磨削工艺进行终加工,磨削工艺提高了轴颈表面加工质量和尺寸精度,也降低了表面粗糙度。随机抽样检测50根RD2车轴轴颈表面粗糙度,见表1,远低于《轮规》粗糙度上限1.6μm规定。
轴颈圆柱度偏小,也影响着轴承压装力。在同等条件下,轴颈圆柱度大者,会产生更大的轴承压装力。《轮规》规定RD2轴颈圆柱度不大于0.015mm,RE2B轴颈圆柱度不大于0.01mm。在轴颈直径测量中,也发现了轴颈圆柱度偏小,甚至为零的问题。
2.1.3 靠轴端侧轴颈直径偏小或接近下限。轴承与换轮轮对(旧轴)压装时,较常见。轮对分解时,车轴中心线与压力机活塞中心线不在同一直线上,压块未顶在轴端面中心上,压块长时间使用工作面不平或局部缺损及车轴与车轮配合过紧分解所需压装力过大等原因,导致轴颈端部墩粗。轴颈墩粗范围一般在距轴端面60mm内,轴颈直径变大0.05mm~0.15mm,墩粗严重时,轴颈直径变大0.2mm以上。轴颈墩粗经光轴床或轴颈磨床修理后,出现尺寸偏小或接近下限,轴颈局部不圆等问题。轴承压装时,外侧密封座、内圈与轴颈配合过盈量局部偏小或不足,产生的压装力较小。
2.2 轴承异音卡滞
产生的原因有:一是26系列轴承密封座油封与密封罩外油封配合时,唇口存在折叠,未入槽。轴承密封座油封压偏,油封到密封座非接触面端面尺寸不符合3~3.5mm规定。二是353130B轴承LL密封装置压偏,外圈端面到外油封端面间距e,局部不符合1.36±0.1mm规定。LL型密封装置Z小间隙b,局部不符合0.70~1.10mm规定。三是轴承压装过程中,工作者未转动轴承外圈,内部零部件出现错位。四是轴承内部故障,如内外圈滚道、滚子磕碰伤等。
2.3 轴承压装后轴向游隙不合格
2.3.1 轴向游隙小:轴颈圆柱度大于0.015mm规定,即轴颈截面一直径与截面二直径相差大,轴承压装后,二位内圈组件与外圈滚动配合间隙较一位端明显变小。
2.3.2 轴向游隙大:轴承造修单位错配中隔圈,中隔圈厚度大。轴承压装机液压系统故障,主油缸活塞移动不能保持匀速,出现的卡顿现象,轴承压装后两内圈与中隔圈不够密贴等。
2.4 轴承压装不到位
轴颈表面Ⅱ号防锈极压锂基脂及轴颈根部、轴颈后肩PR-1型专用防锈脂涂抹过厚且不均匀,厚度超过1mm。轴承压装时,轴颈上的油脂被挤压到后挡与防尘板座的密闭空间中,产生一个反向力,导致轴承压装不到位。
3、应对措施和建议
3.1 轴承压装力不合格
3.1.1 加强轴颈与轴承测量选配及压装控制,保证配合过盈量符合规定。一严格执行轮对、轴承、量器具同温8小时规定,不能同室存放时,存放处温差不应超过5℃,建立同温存放台帐。二加强开工前量器具性能检查和校验,确保其技术状态良好。三规范轴颈、轴承尺寸测量,杜绝简化作业。四轴承内径测量后,按规定涂打大小头标记,轴承压装时认真核对,防止错压。
3.1.2 提高新轴轴颈粗糙度及与轴承配合过盈量,加强轴颈圆柱度控制。适当降低成型磨床砂轮转速,加快砂轮磨修时金刚笔的走刀速度,提高轴颈表面粗糙度至0.55μm以上。提高新轮对(新轴)与轴承配合过盈量,新轴承控制在0.07mm以上,大修、一般检修轴承控制在0.06mm以上。新轴轴颈圆柱度:RD2车轴控制在0.01mm~0.15mm,RE2B车轴控制在0.005mm~0.10mm。
3.1.3 加强轮对分解轴颈墩粗控制,提高轴颈墩粗修理质量。做好轮对分解时水平调整,保证车轴中心线与压力机活塞中心线在同一直线上,压块顶在轴端中心,压块发生工作面不平或缺损及时更换,定期更换轮对分解机车轮承压块。做好轮对分解轴颈墩粗监控,发现异常及时停机报修处理。轴颈墩粗故障上轮对轴颈磨床磨削修理为宜,光轴床车削、砂纸打磨修理质量稍差一些。
3.2 轴承异音卡滞
3.2.1 26系列轴承密封座油封压装后,加强油封到密封座非接触面端面3~3.5mm尺寸检查。轴承组装后、压装前,转动密封座检查内外油封唇口入槽情况,无异音卡滞。
3.2.2 353130B轴承密封装置压装后,严格执行圆周等分3处间距e:1.36±0.1mm和圆周等分6处,Z小间隙b:0.70~1.10mm限度检查规定。
3.2.3 轴承压装过程中,认真旋转轴承外圈,保持其旋转灵活,卡滞时须停止压装,退卸检查。
3.3 轴承压装后轴向游隙不合格。
3.3.1 认真做好轴颈直径测量及圆柱度检查,轴颈圆柱度超限时,不得进行轴承压装,轮对送厂处理。
3.3.2 轴承造修单位加强轴承组装中隔圈选配,做好轴承装配高、轴向游隙测量议开工前校验,测量时仔细观察百分表指针转动情况,防止错读。
3.3.3 认真做好轴承压装机日常性能校验,每日开工前,比对轴承压装机压力表折合压力与计算机显示压力,两者不得超过10kN,不合格时不得开工作业,设备报修处理。压装过程中密切观察轴承移动及压力表压力变化情况,出现轴承移动出现卡顿、压力表指针摆动不稳等问题,设备报修及轴承退卸处理。
3.3.4 严格执行轴承压装后轴向游隙检测规定,杜绝臆测尺寸,简化作业。
3.4 轴承压装不到位
严格控制轴颈、防尘板座表面油脂涂抹量,油脂厚度不超过1mm,且涂抹均匀。
参考文献
[1]铁路货车轮轴组装检修及管理规则.北京:中国铁道出版社,2007
[2]刘吉远,陈雷等.铁路货车轮轴技术概论.北京:中国铁道出版社,2009
来源:《科技与企业》2015年10期









 企业新闻
企业新闻 轴承知识
轴承知识