数控机床进给系统常用消隙结构分析
发布时间:2017-05-04 浏览次数:784
孟祥宇
(海天精工股份有限公司,315800)
【摘 要】数控机床的进给系统是整个机床加工过程的重要组成,在进行相应的零件加工时,被加工件的加工精度会极大地受到进给系统的影响。因此要想保证零件的加工精度,提高加工质量,就要对机床进给机构所存在的间隙进行准确的掌握,并采取有效的技术或结构措施等,消除这种间隙,从而提高位移及运动精度,保证加工质量。本文中对数控机床进给系统中常用到的消隙结构进行了详细的分析与探讨。
【关键词】消隙;进给系统;齿轮齿条;滚珠丝杠
在使用数控机床进行零件加工时,虽然工作效率及零件统一性均有所提高,但是也存在着一些问题,机床间隙就是严重影响零件加工精度的重要因素,因此要采取合理的措施进行机床消隙,提高加工精度。现今的机床消隙结构可大致分为滚球丝杠传动和齿轮齿条传动方式两种,下文将对各种方式中不同结构的消隙原理及特点进行阐述。
一、滚珠丝杠传动
做为一种较为常用的传动方式,滚球丝杠传动通常情况下具有传动效率高、运动更加平衡、灵活性高、使用寿命长等诸多的特点,但是在其本身DN参数值及极限转速等因素的局限,这一技术通常只在中小行程的数控机床中得到使用。
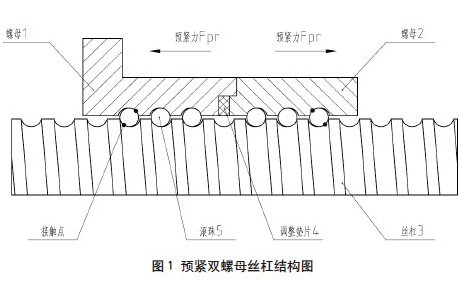
1.双螺母消隙丝杠
双螺母消隙丝杠结构属于滚珠丝杠范畴之内,其结构由两个螺母及一个调整垫片共同构成,如图1所示。以预知机床运动精度、切削抗力等因素的前提下,将预紧力提前计算出来,并通过对调整垫片厚度的选配,使得两上螺母之前产生方向本反的预紧力,从而使两个螺母、丝杠以及滚球均实现轴向移动,从而实现消除丝杠间隙的Z终目的,也相应的提高了丝杠的刚性。
该结构是我国现用的丝杠传动机床中较为常用的一种消隙结构,其具有结构简单、调整方便、便于维修等诸多优点,特别是当丝杠使用的时间较长,产生了一定程度的磨损,且间隙有所增大时,也不用重新更换设备,只要将垫片进行重新配制后,使可继续使用,并能够保证原有的精度。但其也存在一定的缺点,由于相较于其它结构多出了中间垫片这种结构,使得这种消隙结构的螺母长度在诸多的丝杠类结构中是Z长的一种。
2.复合螺母消隙丝杠
复合螺母消隙丝杠的工作原理十分接近于双螺母丝杠预紧结构,只有其使用的是变位导程预紧方式。该预紧方式是在由CNC控制的高精度外圆磨床磨削工作进程中,在对分界面处导程△P值进行控制的过程中,使滚球的两个循环与一个螺母及丝杠形成反向位移,从而得到预紧力而消除间隙。该结构有效的消除了双螺母结构存在的形位误差,使得整体的螺母结构更为紧凑,质量变轻,结构较为简单,可以满足一定的加工精度要求。但是这种结构不适用于加工精度要求较高的数控机床设备,长时间使用造成磨损后精度下降,维修复杂,且只有更换螺母才能完成维修。
3.低预紧无间隙单螺母丝杠
这种结构丝杠滚道截面为双圆弧型式,丝杠滚珠尺寸比螺母和丝杠滚道所构成的双圆弧直径稍大,这时滚珠会与螺母和丝杠产生小过盈配合,有四个接触点,通常称这种接触为“X式接触”。为保证装配的方便,这个过盈值一般不会很大,因此螺母的预紧力小于前两种结构,结构也比较简单,螺母长度Z小。由于这种丝杠接触点多,运行时温升和磨损较大,一般常用于机床垂直轴或者倾斜轴。
二、齿轮传动
齿轮传动方式的消隙结构的应用范围更为广泛,其不但可以应用于大行程直线进给系统的消隙工作中,也能够完成回转系统的消隙任务。该结构的理论设计中本应该不存在侧隙,但在实际的加工中,为了达到补偿加工及安装等工序带来的尺寸误差,避免卡死情况的发生,必须在轮齿的非工作面上预置一定的齿间侧隙,以避免因误差或热变等而造成的轮齿卡死现象的发生,除了这项作用外,这些侧隙的存在还能够为润滑油膜提供存在空间。侧隙的存在虽然起到了一定的有利作用,但使用机构反转时会存在空程,使得机构无法实现准确定位,因此要采用一定的消隙机构来消除或缩小侧隙,使侧隙带来的不利影响降到Z低。齿轮消隙的一般原理是,使用两组齿轮分别接触齿条的前后齿面,消除传动间隙。
1.双片斜齿轮轴向弹簧消隙
本结构是在传动轴上同时安装齿轮和齿轮,两齿轮通过平键轴向固定,两齿轮中间装有弹簧,将两个齿轮涨开,使两齿轮间留有余量。然后通过端面弹簧和螺母调整预载。装配时先调整好齿轮和齿条的中心距,使齿轮和齿条的间隙不大于0.1mm,这时调节螺母,控制齿轮和齿轮的轴向位移,使两齿轮啮合处齿面分别砥柱齿条前后齿面,消除齿侧间隙,达到适当的预加载扭矩。这种消隙方式结构简单,调整方便。
2.机械预载双齿轮消隙
该消隙结构是由伺服电机同时驱动减速箱和,两组减速箱安装在同一箱体上,并通过传动轴中间的扭力联轴器使两个齿轮间产生相反方向的预加载荷,使两齿轮分别与相啮合齿条的前后面接触实现消隙。这种方式安装方便,并且只需一个电机传动,对数控系统要求较低,但对齿轮齿条精度要求较高。
3.电气预载双齿轮消隙
电气预载消隙方式,是随着电气控制技术和功能部件的快速发展而产生的。其消隙原理和机械预载方式基本一致,都是利用两个齿轮的反向预载扭矩分别作用于齿条正反两面消除间隙。不同厂家数控系统中控制的方式有所差别,西门子数控系统中双电机消隙是由主从轴控制功能实现的。机床静止状态时,驱动轴和制动轴之间产生张力,使两个齿轮分别作用于齿条正反两面实现消隙;机床加速运动时,驱动轴在出力的过程中,制动轴张力减小直至为零,然后反向与驱动轴同时供给机床动力。
结语
本文中介绍了多种常用的消隙结构,这些结构的有效使用大大缓解了因进给间隙而造成的误差,在进行数控机床进给系统设计时,设计者要全面的结合机床的加工精度要求、用途及加工成本等多个方面因素,进行综合设计,从而使得所使用的数控机床的进给系统及相应的消隙结构在满足使用要求的前提下,设备投入资金较低,进而降低生产成本投入。此外,除了以上的有隙进给方式外,还有直线电机传动、双导程蜗杆传动等多种无间隙进给,但这些方式存在结构及经济投入大等多种问题,在日常生产中较少使用。
参考文献
[1]刘志兵,孙志强.双电动机消隙驱动在大重型机床上的应用[J].制造技术与机床,2010(04).
[2]易刚.数控机床进给系统的精度分析[J].金属加工(冷加工),2011(04).
[3]陈光胜,李郝林,林献坤.数控机床进给系统机械刚度的闭环参数辨识[J].中国机械工程,2013(14).
来源:《科技与企业》2015年第6期









 企业新闻
企业新闻 轴承知识
轴承知识