高速卧式加工中心Y向导轨防护罩设计要点
发布时间:2017-05-05 浏览次数:532
张璐①;杨冰②;孙俊渊②
(①宁夏共享集团股份有限公司,银川 750021;②宁夏共享机床辅机有限公司,银川 750021)
摘 要:根据国家“高档数控机床与基础制造装备”科技重大专项课题的要求,研制出一种应用于高速化卧式加工中心机床Y向防护罩,并在宁夏自治区科技厅登记科技成果(批准登记号:2013256)。本文通过护罩材料选择、结构设计、理论模型进行静力学分析、实验验证,得出高速卧式加工中心机床Y向防护罩的Z优设计,以满足使用要求。
关键词:理论模型;静力学分析;结构设计;高速卧式加工中心机床Y向防护罩
0 引言
目前,数控机床技术向精密、高效、柔性、集成的方向发展。基于高速、复合、智能、环保的数控机床发展的技术平台,已成为发展数控机床行业的关键技术。高速导轨防护罩是高速机床不可缺少的组成部分,在保证数控机床高精度、高速度、低噪音方面起到重要作用。本文通过材料、结构、模型设计、静力学分析几个方面阐述此护罩的设计要点。
1 总体方案设计流程
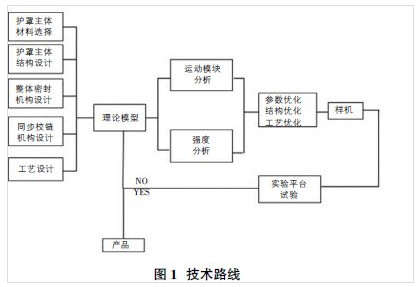
高速卧式加工中心Y向导轨防护罩通过图1所示技术路线开展研发工作。
2 设计要点
2.1护罩主体材料选择
护罩板材选择:护罩在高速高加速度引起的强度、共振下运行,对护罩主体材料刚性、强度、质量等方面要求较高,以减少主轴运行时所承担的负荷和降低护罩在启动及刹车时所产生的惯性,从而降低共振的产生,保证机床的加工精度。431不锈钢薄板材具有良好的刚性、硬度、防锈性、加工性能,故选用431不锈钢板材。
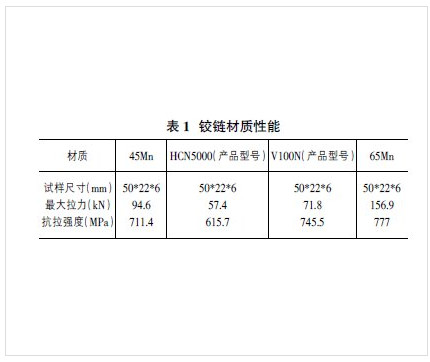
护罩铰链材质选择如表1。
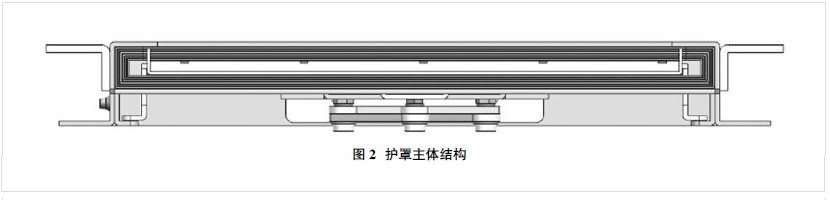
2.2护罩主体结构设计
主体结构采用互为导轨结构(如图2),每层主板上下间隙0.3mm,左右间隙0.5mm,以适应单铰链运动所带来的受力不均匀,互为导轨的结构减少了护罩的厚度,增强了护罩的强度。保证满足使用的同时护罩运行平稳流畅。
2.3整体密封机构设计
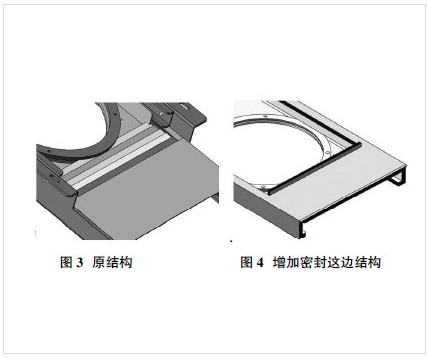
护罩通过每一层板相互挤压达到密封作用,生产中由于各方面累计误差,使护罩达不到密封要求(如图3)。现在正面增加密封折边和背面防水折边(如图4),避免在生产过程中由于搬运或焊接热应力造成的变形。
2.4铰链伸缩机构设计
铰链的设计时铰链片与铰链销轴肩释放适合间隙,保证同步铰链机构在不压死,运行灵活,轴向不窜动,保证机床导轨防护罩在高速高加速度运行中稳定不抖动。
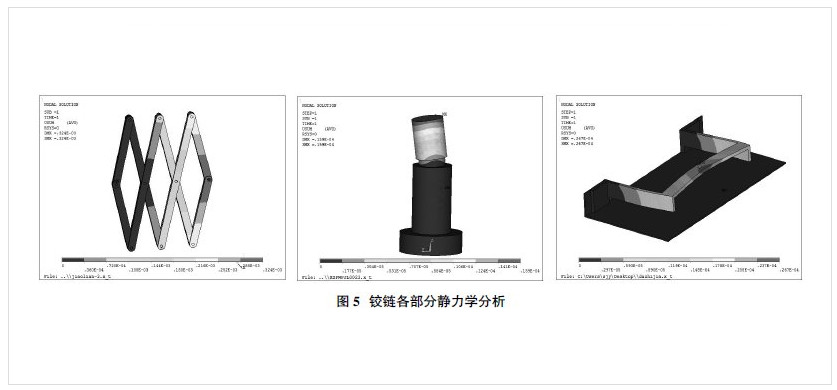
铰链机构静力学分析如图5。
分析结果:铰链Z大变形发生在铰链Z右端(施加30kg力处),Z大变形量为0.3mm。铰链销Z大应力发生在铰链销螺栓连接根部,一侧受压、一侧受拉。Z大应力值为257MPa,小于铰链销的屈服极限应力。铰链支架Z大应力发生在铰链销安装处和支架末端,Z大应力值为31.8MPa。
分析结论:选用铰链、铰链销、铰链支架材质、结构符合静力学受力、形变要求。
2.5工艺设计要点
①需保证导轨、铰链销等精度,可采用钣金铆焊工艺;
②控制折弯精度在0.1mm,折弯角度在±0.2度范围内;
③控制焊接精度在0.2mm范围内;
④控制组装定位精度在0.5mm范围内;
⑤此类护罩不适宜涂刷粘性较大的防锈油。
2.6理论模型
通过对高速卧式加工机床实测、设计等工作,利用Solidworks软件将Y向导轨防护罩建模并与机床装配,检查是否存在干涉等问题。
2.7试验与改进
制作样机进行试验,通过连续15天跑车测试,累积运行时间110小时,累积运行次数33938次,各项指标均达到要求。
3 结束语
高速卧式加工中心Y向导轨防护罩的研发生产工作,是建立在长期以来的经验积累,通过不断地改进完善、探索和创新,形成现有的成熟产品。其铰链机构时护罩高速运行的核心所在,故在如何保持铰链销的产品质量稳定性上仍需做大量研究。目前关于导轨防护装置的国家标准版本陈旧,不能符合目前高速、高精度的要求,希望国家标准委员会对此方面加以考虑,规范行业标准,促进整体行业产品质量的不断提高。
参考文献:
[1]台湾引兴公司.高速化导轨防护罩之研究与发展[J].世界制造技术与装备市场,2004(2).
[2]杨沛湛.新型高速同动伸缩式导轨防护罩[J].机械工人,2005(9).
[3]杨沛湛.动柱型卧式加工中心组合式防护罩[J].机械工人,2006(5).
来源:《价值工程》2015年第28期









 企业新闻
企业新闻 轴承知识
轴承知识