关于轴类零件在热处理时其内花键变形的研究
发布时间:2017-05-09 浏览次数:454
彭园园
(中国重汽集团大同齿轮有限公司,山西大同 037000)
摘 要:文中介绍了在热处理过程中影响零件变形的各种因素,主要分析了轴类带内花键零件在不同的装卡方式下,其内化键热后尺寸的变化,并得出合理的装卡方式可以减小零件的热变形,从而提高产品合格率。Z后指出在实际生产中,在不改变其他热处理条件的情况下,通过改变零件的装卡方式而减小零件的热变形,是一个比较简单可行的办法。
关键词:热处理;内花键;变形
众所周知,热处理时零件必然会发生变形。人们为了抵消因热处理变形而导致的零件尺寸超差,往往在热前的冷加工中为热处理留出一定余量,从而使得零件在经过热处理变形后尺寸刚好符合图纸要求。
经过人们多年来对热处理的研究和摸索,对热处理时不同零件形状、不同零件尺寸下的变形量有了相对较准确的经验。但是由于热处理过程复杂,影响了其在热处理中变形量大小的因素众多,因此,研究热处理时零件的变形依然是机械行业的一大难关。
1 影响热处理过程中零件变形的主要因素
众所周知,热处理变形受诸多因素的影响。从原材料到成品各个环节都可能对Z终的热处理变形造成一定的影响:零件材料;零件原始组织;零件预备热处理;零件的形结构设计;热处理工艺、热处理过程中的各个影响要素:渗碳温度、碳势、淬火温度、淬火时间、淬火介质等相关因素;装料方式;热处理设备及淬火介质等。因每一台热处理炉的测量系统、加热系统等都有不同的误差,因此不同的热处理炉及时热处理同一批次的零件有时也会出现不同的变形量[1]。但是在实际生产中,零件的热前应力状态、金相组织、形状和尺寸都已确定,不好去调整,而渗碳温度、时间等参数的改变往往又会影响到零件的热后硬度,渗碳层深度等,因此在装卡方式上做调整显得简单可行的多。
2 试验方法与结果分析
人们经常在加工一些轴类零件时,发现其内花键的变形很难控制,经常会出现内花键通规不通或者内花键止规不止的情况,因此常常需要改变一些热处理条件,来微调零件的变形,以达到热后产品符合图纸要求。
1)此次实验零件为公司某汽车零部件的输入轴,其材料为SAE8620H,内花键参数:模数为2.00mm;齿数为28;压力角为30°;大径为58.09mm;全齿高为1.92mm;跨棒距为50.681±0.12mm;量棒为φ3.5mm;齿宽为25.6mm。
2)估算内花键M值热处理变形量为0.2mm,因此热前插内花键尺寸为50.92±0.02mm。
3)热处理工艺为:渗碳—淬火—回火。渗碳的目的是提高工件表面的硬度和耐磨性,同时保持心部良好韧性[2]。
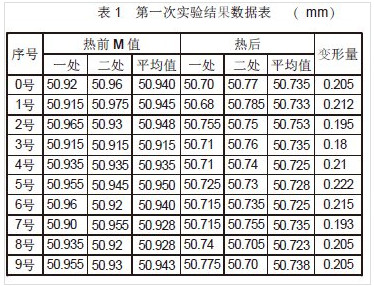
4)次实验跟踪件为10件,取热前加工后零件10件,分别编号为0号~9号,做好标记,并在装炉前依次测量其热前内花键M值,为了避免因测量随机性产生的误差,每个零件的内花键测量两处数值(做好标记防止热后混淆),取其平均值。其实验数据见:次实验结果数据见表1。
5)通过以上实验数据分析发现,机加工留给热变形的余量为0.20mm,热变形量为0.204,因此机加工所留热变形余量合理。热后虽然内花键M值都在图纸要求范围内,但是通止规检验却不过关。经检验,止规全止,通规全部不通。其中和10件跟踪件一起装炉的还有共187件此零件,其中145件检验合格,42件止规止但是通规不通,其不合格率为0.22%。
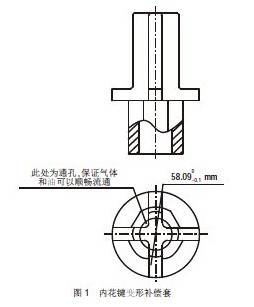
6)因此,决定改变工件入炉时的装卡方式,由以前的内化键朝上装卡,改为内化键朝下装卡,并在其有内花键处加上见图1所示的内化键变形补偿套用以减小内花键的变形,进而减小终止圆直径的变形。
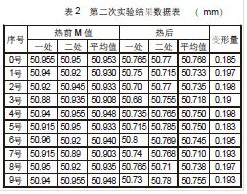
7)此次实验10件跟踪件的实验数据见:第二次实验结果数据见表2。
由这组对比实验可以看出,在改变零件入炉时的装卡方式,加入内花键补偿套时,内花键热变形量有规律性减小,且其通止规检验全部合格。说明内花键补偿套有效地减小了零件的热变形量。
在做完跟踪实验后,为了进一步确定此次实验的效果,再一次确定实验的正确性,做了小批量零件装炉实验,按照上述实验方法装卡零件,其余热处理条件均不变。热处理后检验结果为,60件实验件中,52件通止规合格,8件止规止但是通规不通,其不合格率为15%,比之前的不合格率22%下降了7%,效果明显。
3 结束语
总之,在实际生产中,内花键的相关尺寸较多,比如其齿形齿相、大小径等,而且内花键一般是配合部位,工艺要求又比较严格,因此想要在热处理后检验合格率达到100%基本不可能,再加上影响热处理变形的因素繁多又复杂,所以只能尽可能降低不合格率,即使是降低7%,也是一大进步。在以后的生产加工中,还需继续寻找减小内花键变形方法。
参考文献:
[1]刘晔东.热处理变形浅析[J].机械工人:热加工,2007(10):35-36.
[2]戴枝荣,张远明.工程材料[M].北京:高等教育出版社,2006.
来源:《科技创新与生产力》2015年第5期









 企业新闻
企业新闻 轴承知识
轴承知识