联轴器轴叉铣削成型刀具的设计
发布时间:2017-05-23 浏览次数:380
毕伟达 郁旭东
摘 要:本文针对立式铣床日常加工的典型零件联轴器轴叉,通过分析原加工工艺、研究图纸相关技术要求,设计了成型刀具,提高了生产效率、降低了制作成本。
关键词:轴叉;成型刀具设计;提高效率;降低成本
1 前言
作为铣床操作工人,想要工件质量好、效率高,首先是要选择正确的刀具以及合理的切削参数,才能加工出合格的产品来。保证了工件质量,要提高效率,就要考虑减少工步。而在铣削形状复杂多变的工件中,利用成型刀具铣削,可以减少使用刀具数量,减少工件加工的工步,还可以减少刀具的库存。
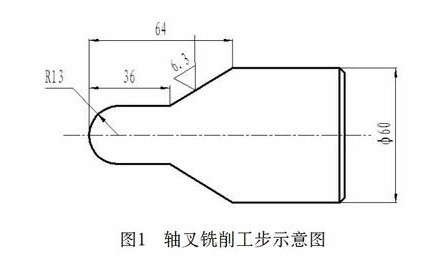
联轴器轴叉(如图1所示)是铝电解多功能天车、工具小车、拧头架上的重要传动部件,每台双阳极天车上8件,每年大约加工1000件。材质为40Cr,调质硬度241-286HB,而立铣加工轴叉外形是生产瓶颈。于是本人利用所掌握的铣床刀具和成型刀具设计学知识,在实际生产中,理论联系实际,大胆尝试,设计了轴叉的成型刀具。
2 加工轴叉的设备
X53K立式升降台铣床(以下简称设备立铣),机床刚性好,结构紧凑,操作比较方便,附带通用夹具:如:平口钳、分度头、三爪卡盘等附件,可实现零件的平面、沟槽等加工,更适宜铣削花键轴、螺旋槽等特型表面。
3 轴叉原铣加工工艺
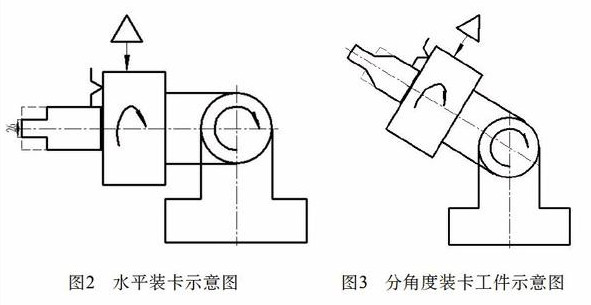
工步1:工件装卡分度头上,利用Φ40棒铣刀加工出26×36台阶(去除虚线部分),如图2所示;
工步2:工件装卡分度头转台上,转动31.264°,使轴叉斜肩至水平,利用Φ40棒铣刀加工出斜面台阶(去除虚线部分),如图3所示;
工步3:工件如图二2装卡,利用Φ20棒铣刀按线手赶加工出R13圆弧。
本铣削工艺方案有些许不足:
(1)加工工艺工步长,切削刀具为高速钢棒铣刀,切削速度慢,加工效率低;
(2)工件属于特殊形状,采用多个工步和手赶加工外形,加工效率低;
(3)全年加工任务量重,如此低的效率,很难保证工期。
4 提高效率的思路
保证质量的前提下,缩短生产周期,就要更换刀具,来缩短工步,避免手工赶制外形。
5 成型刀具的设计
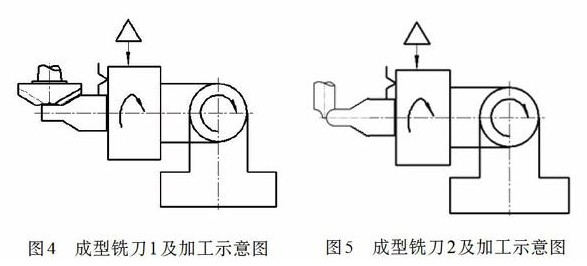
(1)把原工艺工步1、2合成一步加工,需要设计一把可以一次走刀去掉平面、斜面的刀具(如图4所示)。
成型铣刀1的刀体由45#钢调质处理后粗车出,柄部为莫式4#,头部铣出刀片焊接槽,刀片采用A160焊接车刀片,材质YG8刀片水焊焊接,焊接后,外圆磨削刀柄、工具磨刀头外圆、后角,手工开断屑槽。
(2)避免手工赶制外圆,设计一把一次走刀去掉半圆的成型铣刀2(如图5所示),利用Φ30高速钢棒铣刀手工改制而成。
6 轴叉新铣加工工艺
(1)工件装卡分度头上,成型铣刀1加工出平面及斜面,如图4所示;
(2)由高速钢棒铣刀改制的成型铣刀2,可避免手赶加工出R13圆弧,直接铣削成型,如图5所示。
7 轴叉原、新铣削工艺对比(表1)
8 总结
(1)提高生产效率
设计成型刀具后,使用方便,由于避免了手工赶制,降低了对操作工人的技能熟练水平,加工更快,能一次装夹完成二个工步加工,节省了装夹时间,在满足了图纸技术要求的前提下,大大提高了生产效率,达到了超额完成生产计划的目标,为整台车的出产做出了有力保证。
(2)降低制造成本
仅从缩短一半的加工时间考虑,每件可以节省半小时,每件轴叉可以降低制造成本10元左右。
参考文献
[1]《金属机械加工工艺人员手册》上海科学技术出版社.
[2]《金属切削手册》上海科学技术出版社.
来源:《中国科技博览》2016年11期










 企业新闻
企业新闻 轴承知识
轴承知识