浅谈产教结合“塑料机导轨”的加工工艺及教法
发布时间:2017-06-28 浏览次数:488
庾锦亮
(广西机电技师学院)
摘 要:职业教育和工程教育教学模式的改革与创新,Z关键的是理念,Z需要的是决心,Z要紧的是行动,只有通过思考、探索、试验与总结,才能取得实效与成功。使我们的教学融入到学生心灵中,把学生学到的理论与实际相结合并体会知识的运用灵活。
关键词:“做教学一体化”模式;教学;操作技能
0 引言
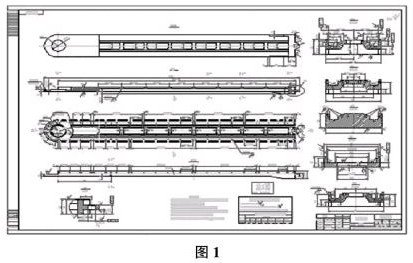
目前,职业院校所培养的人才与企业的需求还有一定的距离,这就需要在企业与职业院校间搭建一座对接的桥梁,“做学教一体化”教学模式的实施则是这座桥梁的基石。在当今科技快速发展的潮流中,企业人才需求迫切需要对职业院校的教学进行改革,教学要科技引领,运用产教结合“做教学一体化”模式,培养适用人才。现以实例进行探讨,附图1。
1 产品工艺分析,提高学习的认知能力
职业院校是技能型人才培育的基地,它的使命是为产业与行业企业培养适用人才,以推进区域经济产业化发展,为企业搭建零距离技术人才。广西机电技师学院的校中厂与企业合作,得以实现互利双赢,既可以提高教师教学能力,又得以为企业培养高技能人才。
指导学生看图纸,进入学习情境,而后教师提出问题。指导学生产品工艺分析,制定加工工艺。
从图纸标题栏知道,此零件使用材料:HT300(铸件)。为长条成形零件。并用模形图展示,如图2。
图2
从图纸了解加工。技术要求:①铸造件需回火﹑喷砂处理,加工前进行时效处理。②粗加工后作应力处理(二次回火)。③面与面之间的平行度,垂直度。④数据尺寸之间的联系以及尺寸的公差要求。⑤各孔的尺寸要求及孔的尺寸公差与面都有垂直和平行要求。⑥平面度0.05mm。⑦侧面螺钉通孔及沉头孔。
加工工艺分析过程:毛坯粗加工(留5mm精加工余量)→粗加工后作应力处理(二次回火)→半精加工(留0.5mm精加工余量)→精加工→孔及螺纹加工。
2 产品加工方法,推进理解,提高操作技能
在加工产品零件尽量用少的装夹次数,和刀具使用也是能达到要求的同时合理使用。免得换刀多浪费时间,提高效率。
根据前面工艺分析确定刀具选用,如表1所示。
该零件采用龙门数控两次加工完成比较合理。
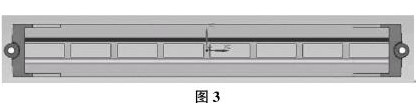
次加工装夹图,如图3。
在加工前检查铸造件毛坯加工余量,是否符合整体零件加工要求。这是加工不可缺少的步骤。
先加工俩端头等高40mm,再加工倆端头沉台及孔∮50±0.03深60mm。加工采用UG软件自动编程加工。检测合格后,并作出第二次装夹基准面。
该零件是导轨件要求高。采用四处等高工装过度装夹尽量一次加工完成保证达到图纸要求。第二次装夹图如图4。
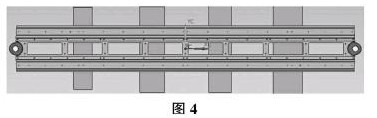
第二次加工尽量与次加工坐标重合。按孔∮50±0.03取坐标比较合理。
加工采用UG软件自动编程加工尺寸槽长3170mm宽410mm高135mm;180±0.05;110-0+0.2深46;83;62深33等,再加工俩端头沉台∮130,再用侧铣头加工侧壁孔及沉头,检查是否合格。
3 产品问题解决方案,是学与教的目的和终点
产品生产要树立质量高于数量的理念,领导者首先要强调质量为上的理念,在生产过程中严格控制每一程序,员工各司其职,做好自己工作。根据问题的存在生产时,生产后均要检查,有效提高产品合格率。引导学习者在生产加工中时刻重视产品质量意识,才能更好提高自己。
此零件属于长条槽型结构,壁厚度不均匀的铸造件,在加工中加工采用普通的方法,工件很容易变形,很难达到图纸要求的产品。在产品加工中发生变形的因素很多,如热变形,应力变形,金相交叉处等。为了解决此种变形我们采用这Z有效而科学的加工方法,采用龙门数控加工。
①在加工次(导轨底面)时,粗加工,精加工装夹要平稳不要使工件产生振动,放冷却液。如∮63鼻刀转速800-1000n/ni,进给1500-2000mip/m,粗铣吃刀量约0.5-0.8mm。预防工件热变形。
②粗加工完留精加工余量,进行应力失效处理,避免工件产生应力变形。
③加工导轨面采用等高垫过度板装夹一次加工完成,分粗加工、半精加工、精加工,换用侧铣头加工侧面孔系。
④进行半精加工时,注意检查工件是否有变形,为下一步精加工提供调整方案。
⑤指导学生进行产品检验、分析、总结,提高学生解决问题的能力。
综上所述,“做学教一体化”教学模式的原则是以做为主、以做为基础、以做为方向,做是学与教的基础和出发点,需要营造一个环境——形成职业能力环境,确定两个目标——培养综合能力、专项能力,实现三个任务——实训教学、开发生产、培训鉴定,掌握四个方法——学习方法、教学方法、创新方法、工作方法,改进五个教学内容——理论够、应用多、起点高、内容新、学得活。
我们职业教育和工程教育教学模式的改革与创新,Z关键的是理念,Z需要的是决心,Z要紧的是行动,只有通过思考、探索、试验与总结,才能取得实效与成功。使我们的教学融入到学生心灵中。把学生学到的理论与实际相结合并体会知识的运用灵活。
参考文献:
[1]陈建国.机制专业实习教学的改革[J].机械中专,1994-02-15.
[2]刘民健.探讨实训教学中的“产教结合”[J].科技信息,2009-09-25.
[3]胡健.浅谈机械加工工艺及装备课程改革方向[J].科协论坛(下半月),2012-05-25.
来源:《价值工程》2017年16期










 企业新闻
企业新闻 轴承知识
轴承知识