导轨滑块钻孔夹具设计
发布时间:2017-08-10 浏览次数:740
陆洁锋
(肇庆市技师学院)
摘 要: 对于滑块元件的钻孔、攻丝,传统的加工方式是在先在普通立式钻床上完成钻孔工序,再使用攻丝机以手动加工完成,但该加工方法加工效率低、精度差,不适合大批量生产。高效率、高精度的CNC数控加工已经是当前机械加工行业的趋势,针对传统加工工艺的缺点,本文介绍了采用加工中心配合气动夹具进行钻孔、攻丝的加工工艺,以及该夹具的设计。
关键词: 加工中心;气动夹具;钻孔攻丝
0 引言
铝合金材料具有耐腐蚀、高强度、材料变形少等优点,如今已经广泛用于建筑、机械等行业,例如目前机械设备使用的丝杆螺母固定座、导轨滑块等元件,都普遍使用铝合金。要生产导轨滑块类零件,往往需要钻孔、攻丝的工序,这类零件的孔位定位精度、尺寸精度等都是要考虑的工艺问题;针对产品数量大、精度要求高的钻孔零件,定位装夹精度和加工速度是保证零件精度和加工效率的关键因素;本文以导轨滑块产品为例,阐述了在加工中心使用气动夹具完成钻孔、攻丝加工的工艺。
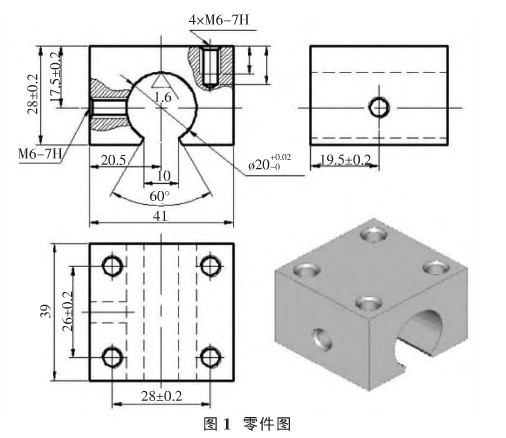
如图1所示,此产品是某机床设备的导轨组件之一,材料为标准6063T5铝合金材质,生产数量为5000件。
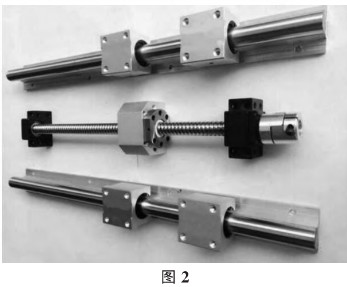
如图2所示,该产品是机床丝杆螺母固定座导轨的滑块,圆柱导轨与滑块组合成直线滑动模组,中间的大孔安装滚珠轴承与导轨作直线滑动,滑块则与其他零件例如工作台装配以作固定。本工序前零件的外形与中间大孔已经在上一工序加工完成,本工序为零件表面上四个螺纹孔与侧面螺纹孔的加工。
1 工艺分析
该产品属于大批量生产,零件的定位精度高,孔的尺寸精度高,并且对加工速度、加工效率有要求。对于几个孔的钻孔与攻丝,传统加工方式为先用普通钻床完成钻孔工序,再用攻丝机攻丝。
1.1 传统加工方案分析
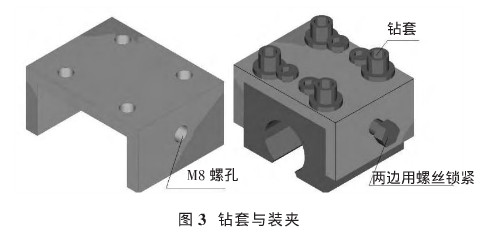
传统加工如图3所示,根据零件尺寸要求,加工一个辅助钻孔的夹具配合钻套定位以避免加工时钻头走偏,两侧面为螺纹孔,钻套与零件装配后用螺丝锁紧,虎钳装夹。
经过实际加工验证,该加工方法有以下缺点:①加工时间长、效率低、劳动强度大,不适合大批量生产;②多种类机床加工,重复装夹容易造成装夹、定位误差;③手工钻孔Z轴的进给速度不均匀容易造成尺寸精度误差。
1.2 采用加工中心加工
实践验证,传统的加工方式满足不了该产品的加工要求,必须进行工艺改革;经分析研究后采用加工中心配合气动夹具的加工工艺为Z佳方案。CNC数控加工已经是目前机械加工行业的趋势,特别是加工中心具有加工自动化高、加工工序集中、加工效率高等众多优势。
2 夹具的选用
普通加工中心标配的夹具为普通平口虎钳,而本次零件加工定位精度、加工精度都比较高,满足不了装夹要求,因此需要设计一套新型夹具来装夹。气动夹具已经是目前机械生产的趋势和主流,其优势在于操作方便,稳定性好、反应速度快,生产中能缩短加工辅助时间,提高生产率。改进后的工艺投入生产后具有加工效率高、精度高、定位误差小、安全性好等优点。下面详细介绍该气动夹具的设计以及生产过程。
2.1 夹具的结构
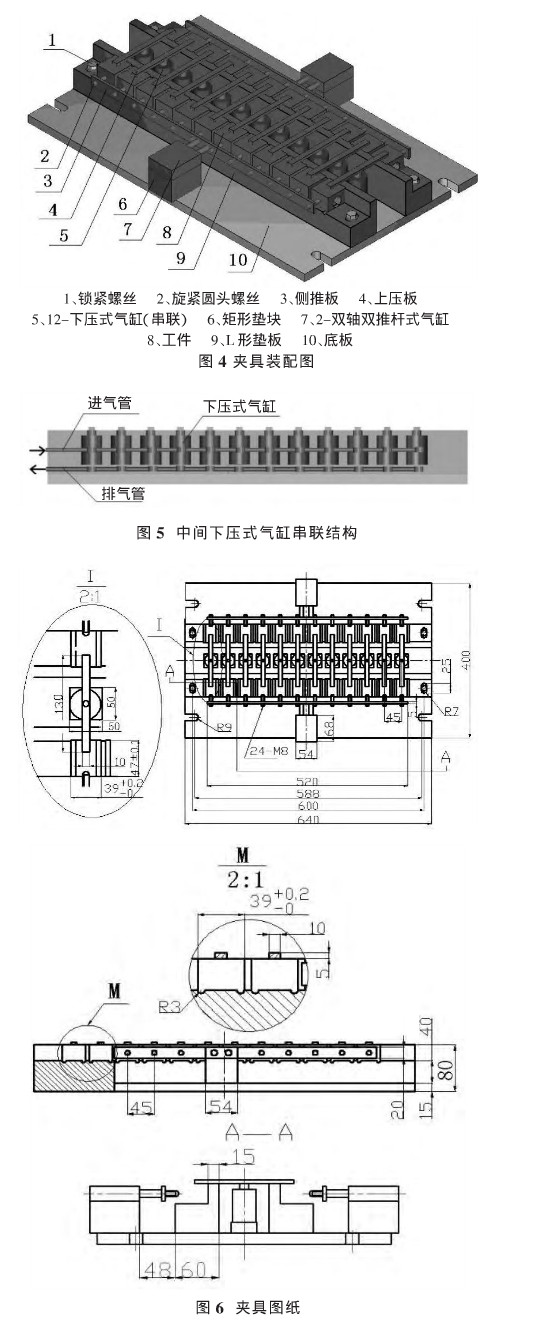
夹具的结构和装配如图4、5、6所示,由锁紧螺丝、旋紧圆头螺丝、侧推板、上压板、下压式气缸、矩形垫块、双轴推杆式气缸、L形垫板和底板组成。
2.2 切削力计算
本工序加工中Z大的切削力为攻丝切削力,计算切削力需要先计算扭矩,扭矩计算公式为:
MD=0.25·P2·ks·d1/1000
上式中,
A——切屑截面积,A=0.25·P2(mm2);
d1——丝锥大径(mm);
ks——材料比切力(N/mm2)。
本次加工的螺孔M6-7H,螺距为1,查阅《机械制造工艺学基础》可知,铝合金:ks=700N/mm2,则攻丝扭矩为:MD=0.25·P2·ks·d1/1000=0.25·12·700·6/1000≈1.1Nm=1100Nmm
扭矩MD=力F×力臂L
本工序使用加工中心攻丝,无须另外使用扳手等辅助攻丝工具,所以力臂取1/2丝锥大径,计算切削力:
F=MD/L=1100Nmm/3mm≈366N
当然,机械加工的切削力跟加工设备的功率大小、所用刀具的种类等因素有关,在此以计算数值为参考。夹具气缸的装夹力须大于2倍切削力,即大于740N为宜。
2.3 气缸的选用
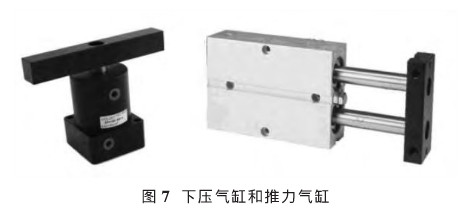
①下压式气缸选择SRC50-90型气压下压缸(双边压板型),如图7所示。这种气缸为目前机械加工中普遍使用的下压式气缸,排气状态下会自动回程,上方的压板可以根据采购者的要求定制尺寸,松开状态下能转动一定的角度。规格:气缸内径50、轴径16、可旋转角度90°、下压行程17、气压压力范围1-7kPa、理论Z大夹持力980N。因此气缸符合本次加工要求。
②侧边推力气缸选择TN系列双轴双推杆式气缸,如图7所示。规格:外部尺寸68×54×20、推杆轴径10、气压压力范围1-10kPa、推杆Z大行程为30、理论Z大推力为960N。因此气缸符合本次加工要求。
2.4 工作过程
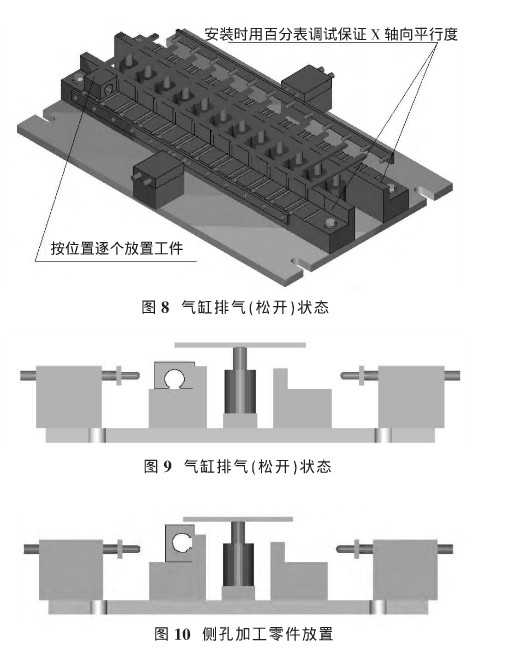
①将夹具安装到加工中心工作台,通过百分表调节好各个方向的水平和垂直后固定在工作台;②如图8、9所示,当所有气缸处于排气状态时,下压气缸和侧方推力气缸受内部弹簧力(或磁吸)的作用处于松开状态,工人按位置逐个放置工件,完成后打开气压锁紧工件;③在加工中心上编制钻孔和攻丝程序后进行加工,加工完成后关闭气压完成加工得到产品。
加工侧方M60-7H的螺纹孔同理,只需要将工件竖起来放置即可,如图10所示。
2.5 夹具设计分析
①加工使用的加工中心型号为VMC850型,工作台行程800×500×550,整套夹具装配后的规格为640×400×85,尺寸符行程范围。②所用气缸气压范围在1-10kPa之间,VMC850加工中心使用的气压至少在0.6MPa以上,因此气压足够气缸工作。③工件装夹后上方和侧方有气缸压紧,L形垫板每一个放料位置的侧面都铣削了定位凹槽,因此工件完全定位。
综上所述本套夹具设计符合生产加工要求。
2.6 采用该夹具加工的优点
经过生产验证,采用该夹具加工有以下优势:首先,加工效率高,比普通机床生产效率高出50倍以上,降低了工人的劳动强度,实现了大批量生产。其次,工件装夹定位精度高、孔位精度高,加工稳定性高。再次,气动夹具配合加工中心生产,安全性高,工人的人身安全更能得到保障。Z后,使用了多工序集中的加工中心代替了多台不同型号、不同种类的的机床生产,节省了车间生产资源,减少了工作量和工人数量,获得更高经济效益。
3 结束语
由于采用了加工中心配合气动夹具加工导轨滑块,使产品的加工效率和加工质量都有了极大的提高,从根本上解决了传统加工中存在的各种问题。该套夹具投入到生产后降低了加工成本,获得了良好的经济效益。
本人因水平和能力有限,文中难免有错漏不足之处,恳请专家、教授及同行批评指正。
参考文献:
[1]黄春福.机床夹具设计手册[M].上海科学技术出版社,2000年7月.
[2]傅水根.机械制造工艺学基础[M].清华大学出版社,2011年3月.
[3]沈向东.气压传动[M].机械工业出版社,2009年2月.
来源:《价值工程》2017年15期









 企业新闻
企业新闻 轴承知识
轴承知识