球面瓦开裂的原因分析及解决方案
发布时间:2017-09-27 浏览次数:341
李明飞 刘旭 丛晓静 李颖
(中材装备集团有限公司热工分公司)
球面瓦作为托轮轴承组中重要的组成部件之一,起着冷却衬瓦、承载回转窑整体和减震的作用。通常球面瓦的失效表现为在使用过程中开裂,导致冷却循环水渗出,衬瓦的润滑油和水混合,引起衬瓦温度的迅速上升,致使衬瓦烧瓦。球面瓦的失效形式大多为贯穿性裂纹,失效部位均在冷却水槽边缘的正上方,见图1。
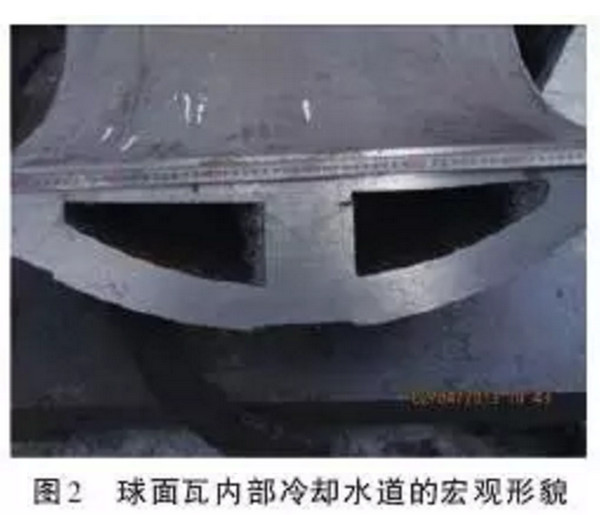
解剖切割失效的球面瓦,发现冷却水道已发生明显的偏移,这说明在铸造成型时,砂芯的固定出现了问题,铁液在充型过程中,其冲力和浮力导致砂芯摆动偏离,见图2。
针对上述问题,首先采用ANSYS软件对球面瓦水槽不同壁厚及其相对应的应力进行分析;其次,对优化后的球面瓦铸造工艺流程进行跟踪分析;Z后,对球面瓦的结构进行优化,保证使用可靠性和使用寿命。
1、ANSYS应力分析
分析的球面瓦凹槽壁厚分别为:
(1)28mm,铸造砂芯偏离后的壁厚;
(2)40mm,目前的设计壁厚;
(3)50mm,优化后的壁厚;
(4)50mm,南京院的球面瓦凹槽壁厚。
在计算时,施加等压强的力,即随规格的变大受力增加,保证单位面积受力相同。计算结果如下:
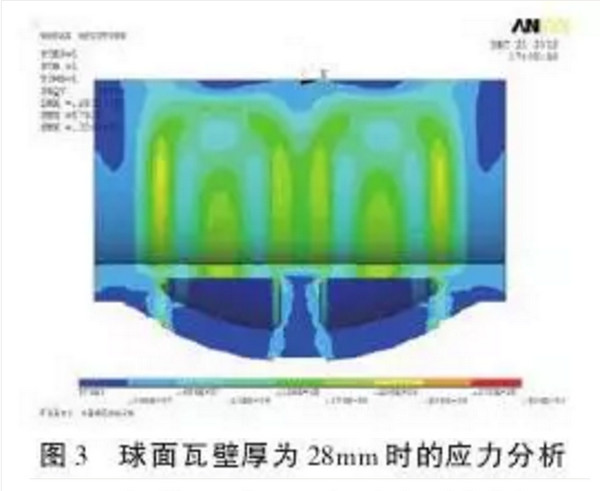
1.1 28mm壁厚的球面瓦
通过图3可以清晰地看出,应力Z大值在17~20.4MPa之间,应力集中位置在冷却水道左右两侧及上方。
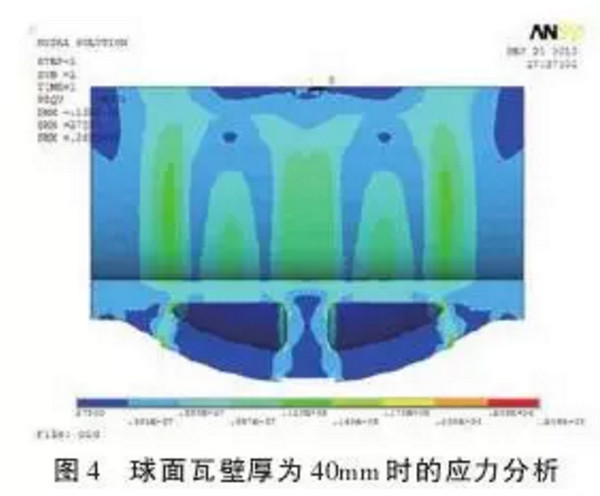
1.2 40mm壁厚的球面瓦
通过图4可以清晰地看出,随着壁厚的增加,应力值也随之减少,应力Z大值在11.9~14.9MPa之间,比壁厚为28mm的减少5MPa,应力集中位置没有发生变化,依旧在冷却水道周边。
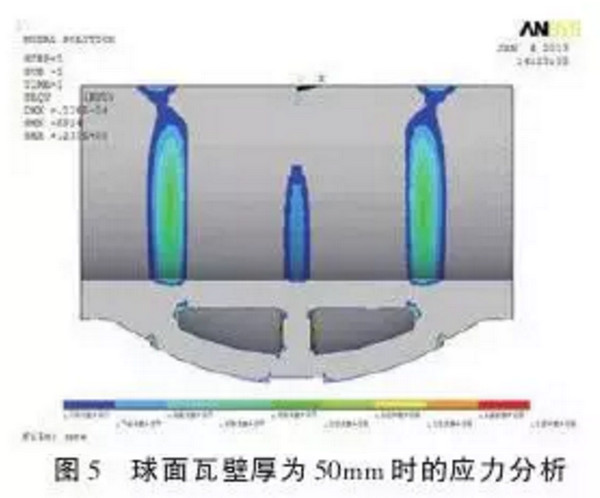
1.3 优化后50mm壁厚的球面瓦
通过图5可以清晰地看出,随着壁厚的增加,应力值随之降低,应力Z大值在7.7~10.2MPa之间,应力集中位置保持不变。
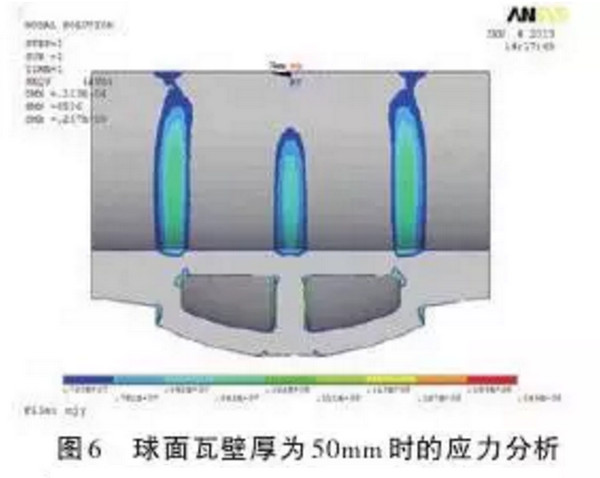
1.4 南京院50mm壁厚的球面瓦
通过分析(见图6),应力Z大值在8.62~10.2MPa之间,应力集中除了在冷却水道周边外,还在球面直角处有明显的应力集中现象。
上述计算结果表明:
(1)随着凹槽壁厚的增加,应力Z大值逐渐变小;
(2)应力集中位置基本保持不变,在冷却水道周边;
(3)同壁厚的球面瓦(50mm),南京院的应力值略高于优化后的,但南京院球面瓦的应力集中位置除了在冷却水道周边,还有一处应力集中明显的位置,即球面直角处。
2、铸造工艺流程
以内径690mm、外球S1060mm、宽770mm且水槽内壁优化为50mm规格的新球面瓦制作过程为例,详细解析整个铸造工艺的流程。
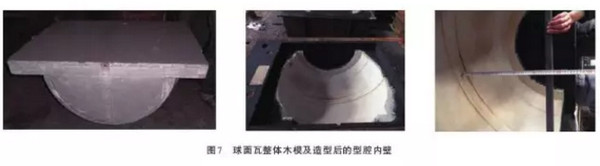
2.1 球面瓦整体的型腔
该步骤(见图7)是将球面瓦整体的木模放入砂箱中,将球面瓦的整体轮廓呈现出来,脱完木模后,在内壁均匀涂刷耐火涂料。
刷完耐火涂料后,即可对球面的尺寸进行测量,该球面的Z终直径为S1060mm,经测量该半径尺寸为545mm,能够保证球面50mm的厚度。
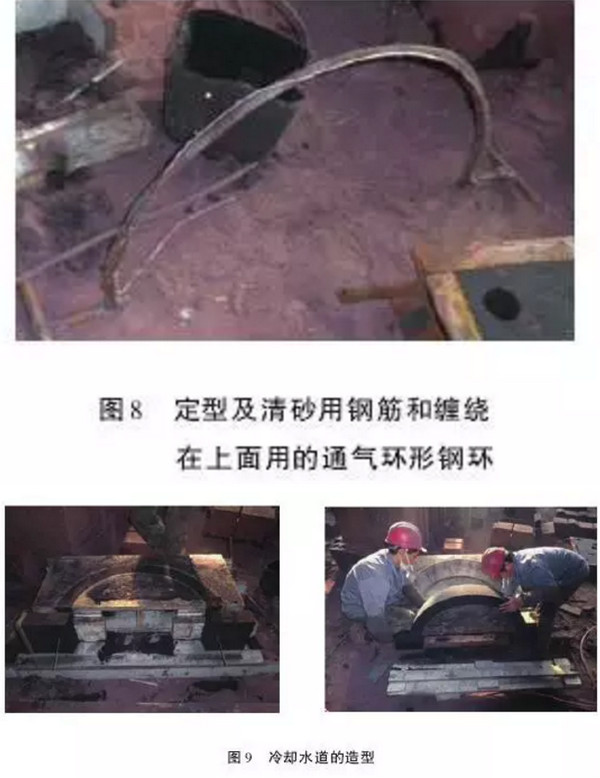
2.2 冷却水道造型(图8.9)
此步骤很关键,因为它涉及到三个问题:
(1)砂型在接触铁液时的排气问题;
(2)在浇注时,砂型如何保持固定;
(3)浇注完毕后,如何清砂。在这个问题上,铸造厂设计得很好,采用钢筋缠绕环状弹簧空心钢环埋在砂芯中,浇注时通气、定型及清砂问题都得以解决。
造型完毕,涂刷上涂料烘烤干后,放置在球面瓦整体内腔内,进行步组合。组合完毕后,对相关尺寸进行测量,测量冷却水道砂型的Z上面到圆心为395mm左右,设计值为R395mm,即凹槽面壁厚的个半径尺寸是达到设计要求的。图10中排第二张照片中冒出来的“细绳”就是缠绕在钢筋上用于通气的环状弹簧空心钢环。
为了解决砂芯摆动问题,造型时在两端造出大方块状,平稳摆放在球面瓦整体砂型上,上面Z后还有上型箱压着,左右均用单独造型的砂芯固定,非常牢靠。
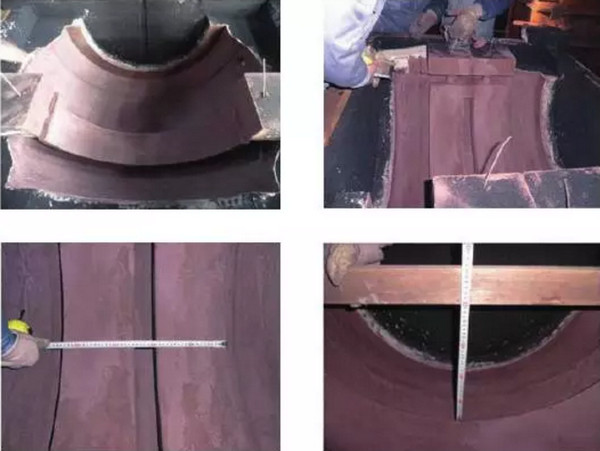
2.3 球面瓦凹槽面造型(图11.12)
凹槽面造型完毕后,尺寸在685mm,而设计尺寸为690mm,单边加工余量为2.5mm,由于存在线收缩率问题,在浇注完毕后,尺寸变成675mm。
凹槽面的造型组装周边环绕放上火泥线,起到密封作用。
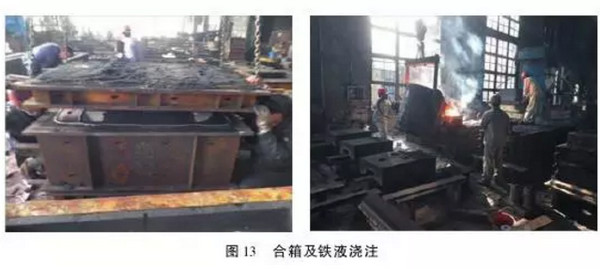
2.4 合箱和铁液浇注(图13)
3、球面瓦的热处理
当铸件形状复杂,厚薄不均时,由于浇注后冷却过程中各部位的冷却速度不同,往往会在铸件内部产生很大的应力。它不仅会削弱铸件的强度,而且在随后的切削加工之后,由于应力的重新分布而引起变形,甚至开裂。因此,对精度要求较高或大型、复杂的铸件(如机床床身、机架等)在切削加工之前,要进行一次消除内应力的退火,有时甚至在粗加工之后还要进行一次。球面瓦在铸造完毕后、机加之前必须进行退火去除内应力这一核心步骤,热处理工艺如下:
(1)装炉温度≤200℃;
(2)升温速度≤80℃/h;
(3)保温温度:500~550℃,保温时间:4~5h;
(4)随炉冷却速度:30℃/h;
(5)出炉温度:≤200℃,根据生产周期,可适当提高出炉温度。
4、结语
通过理论模拟计算和铸造流程跟踪,解决球面瓦开裂的问题,归结如下:
(1)适当增加水槽内壁厚,有利于降低应力;
(2)球面瓦造型时,冷却水道的芯子摆放、固定是关键,并且冷却水道不可直角过渡,应采用不低于R20mm的倒角过渡,减少应力集中;
(3)球面瓦铸造完毕后,在开箱清砂后、机加之前,必须进行消除应力退火这一核心步骤,将铸造残余应力消除。











 企业新闻
企业新闻 轴承知识
轴承知识