浅谈铣夹头组配件的磨削技巧
发布时间:2018-03-22 浏览次数:559
金晓华1 张淑霞2
(1.长春汽车工业高等专科学校长春;130011;2.一汽吉林汽车有限公司长春 130011)
摘 要:铣床上的铣夹头由内、外锥面夹头体、外锥面弹性套、内锥面夾紧器组成。此组合件是以圆锥面连接,所以磨削时关键要保证圆锥面的表面粗糙度精度、形位公差精度、确保各工件之间的配合精度,Z后达到组合后的使用精度。
关键词:加工工艺、装夹、检测方法、加工精度
1 夹头体的磨削
1.1工艺准备
(1)阅读分析图样。
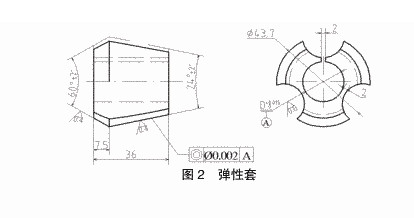
图1所示夹头体,材料为40Cr,热处理淬火硬度HRC45-52。7:24外锥24°±2′,表面粗糙度为Ra0.4μm,径向跳动为0.003mm,圆锥涂色检验接触面积大于85%,保证B面距机床主轴锥孔端面3mm-4mm。内锥面表面粗糙度为Ra0.8μm,其余。大端端面表面粗糙为Ra0.8μm,垂直度为0.003mm,内锥度为24°±2′涂色检验接触面积大于85%,锥孔大端尺寸∮42±0.01mm,内、外锥同轴度为φ0.003mm。
(2)工件的定位夹紧,磨外圆、外锥面磨削以中心孔定位,用两顶尖装夹。磨削锥孔大端端面及内锥面,用四爪单动卡盘装夹夹头体φ39mm外圆。
(3)砂轮及设备选择,内圆砂轮特性:WAF60J,外圆砂轮特性:WAF80K选择M131外圆磨床。
1.2磨削步骤
1)磨削中心孔。(2)磨φ39mm、φ107mm外圆。2)转动磨床工作台磨7:24外锥面,锥度调整正确,粗、精磨至尺寸。3)用四爪单动卡盘装夹夹头体φ39mm外圆处找正外锥面,磨锥孔端面。4)转动头架磨内锥面,锥度调整正确,粗、磨至尺寸。
1.3精度检验
7:24圆锥面用涂色检验与机床主轴锥孔接触面积大于85%;内锥度为24°±2′用专用量规涂色检验触面积大于85%及检测锥孔尺寸;径向跳动、垂直度同轴度用千分表检测。
2 弹簧套的磨削
2.1工艺准备
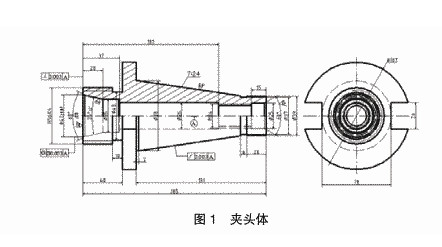
(1)阅读分析图样。图2所示为弹性套,材料为65Mn,热处理淬火硬度HRC45-48。要求加工内孔D+0.015mm,表面粗糙度Ra0.8μm。24°±2′外锥面表面粗糙度为Ra0.4μm,涂色检验接触面积大于85%,保证φ43.7外圆距夹头体端面3mm-4mm。60°外锥面磨成,保证7.5mm尺寸,锥面表面粗糙度为Ra0.4μm,保证同轴度φ0.002mm。在一个凹槽内切割2mm开口。(2)磨削工艺:弹性套采用先磨内孔后磨外锥面。内孔粗、精磨至尺寸,用心轴装夹磨削24°±2′外锥面,再磨60°锥面。难点分析:锥面涂色检验接触面积大于85%,保证同轴度φ0.002mm。(3)工件的定位夹紧:磨内孔时用三爪卡盘装夹弹簧套外径小直面。磨外锥面用心轴装夹,中心孔定位磨削。(4)砂轮的设备选择:内圆砂轮特性为WAF60J外圆砂轮特性为WAF80K。M131w万能外圆磨床,M5M万能工具磨床。
2.2精度检验
内孔尺寸用内量表检测;24°±2′外锥面用涂色法检验与夹头体内锥面接触面积大于85%;60°外锥面用2′万能角度尺检。
3 夹紧器的磨削
3.1工艺准备
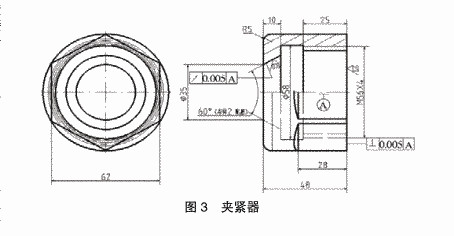
(1)阅读分析图样。图3所示为夹紧器,材料为40Cr,热处理淬火硬度HRC45-52。未注倒角1x45°磨内锥面用涂色法检验与弹性套60°外锥面接触面积大于80%,表面粗糙度为Ra0.8μm。其余难点分析:夹紧器60°内锥面磨削困难,采用转动砂轮架修整砂轮,用成型砂轮法磨削。
3.2磨削步骤
在M131w万能外圆磨床,用四爪单动卡盘装夹夹紧器外圆,然后转动砂轮架修整成型砂轮,磨内锥面。
3.3精度检验
磨内锥面用涂色法检验与弹性套60°外锥面接触面积大于80%。
4 结束语
组合后的铣夹头,用检验棒、百分表检测,在距离夹头体锥孔端面检验棒100mm处跳动为0.02mm,达到了技术要求。
来源:《山东工业技术》2017年17期









 企业新闻
企业新闻 轴承知识
轴承知识