和谐动车组轴箱轴承压装工艺研究
发布时间:2019-02-18 浏览次数:1358
赵言贵
(南车青岛四方机车车辆股份有限公司,山东青岛 266111)
摘 要:本文简要介绍了和谐动车组轴箱轴承的结构特点,讲述了轴承压装的工艺要点―环境温度控制、尺寸测量、压力曲线等,并通过对压装工艺进行阐述、控制,从而提升制造工艺水平、提高产品质量。
关键词:动车组;圆锥滚动轴承;压装;工艺;清洁度;曲线
一、概述
和谐动车组轴箱轴承采用的是整体双列圆锥滚子轴承,可以降低动车组的运行阻力,同时还可提高动车组的牵引重量。轴箱轴承主要承受以径向载荷为主的径、轴向联合载荷,由外圈、油封、挡油环和后挡圈等部件构成。和谐动车组轴箱轴承冷压在车轴轴颈上,其内圈内径尺寸为d=130mm,保证良好的压装质量,对动车组的运用安全具有重要的意义。
二、压装工作条件要求
2.1环境控制:因为轴箱轴承为精密部件,因此按照《铁路客车轮轴组装检修及管理规则》要求,规定压装间温度为16℃~30℃,相对湿度≤60%,落尘量≤80mg/m2。
2.2车轴、轴承等各件必须进行清洗干净,以保证清洁度符合规定的要求,需保持轴承、轴颈表面和组装工装工具表面的清洁,作业人员应佩戴干净的细布手套。
2.3轮对、轴承及附件和量具必须同温>8h,若无同温条件,存放室温差≤5℃。
三、工艺研究
3.1轴承压装的工艺流程:
车轴(轴承)检查――尺寸测量――润滑剂涂抹――轴承压装――轴承游隙检查
3.2车轴(轴承)检查
3.2.1用布蘸工业酒精清洁车轴轴颈及卸荷槽、防尘板座等部位。检查车轴轴颈、防尘板座、轴端待组等部位表面有无磕碰伤、锈蚀、毛刺、毛边等缺陷、毛边可用油石或180#以上细砂纸蘸油打磨消除。
3.2.2检查轴承包装、防锈良好,证件齐全,标记清晰,内外圈工作表面及配合面必须光洁,不得存在划伤、压痕、磨伤、锈蚀等缺陷。
3.3尺寸测量
3.3.1用专用测量卡规进行尺寸测量,车轴轴颈直径须测量Ⅰ、Ⅱ、Ⅲ三个截面,每个截面测量2点,测量位置均须相差90°,2点算术平均值为每个截面车轴轴颈直径,截面直径的算术平均值为车轴轴颈直径,同理测出轴承的内圈内径尺寸。
3.3.2将尺寸进行记录便于选配压装,所测各点尺寸应符合规定,不允许超差,按照过盈量的选配要求进行轴承选配压装。
3.4润滑剂涂抹
3.4.1将车轴用白布擦拭干净,彻底清除车轴轴颈、轴肩圆弧部位和防尘板座表面油脂、污垢等杂物。
3.4.2用细毛刷在车轴轴颈、轴肩圆弧部位和防尘板座表面均匀涂敷相应的润滑剂,为便于压装,可以再车轴表面及轴承内圈涂抹一层蓖麻子油。
3.5轴承压装
3.5.1将用于导向的套筒安装在轴端,将轴承放在导向套筒上,确认轴承的后挡圈在靠近车轮侧,避免装反。
3.5.2压装过程中出现卡滞时,必须停止压装,并及时退卸轴承进行检查。
3.5.3压装的过程中,压装力需满足规定的要求,同时轴承压装到位后,需进行Z大贴合力的保压作业,保压的时间不低于5s。
3.5.4压装完成后,手动转动轴承左右3-5周,应转动灵活,无异音,无滑动、脱落、卡死现象。
3.6轴向游隙的测量
3.6.1轴承压装后,需检查轴承的轴向游隙需满足相关的要求。
3.6.2轴承组装后需用检测样板检测轴承防尘板端面与轮座外肩之间的间隙是否均匀。
四、工艺要点
4.1轴承组装前的清洁度
4.1.1目视要求:轴承各零件表面及沟角处不得存在肉眼可见的油污、水分、灰尘、纤维物、锈斑和其他污物,但检修轴承的外圈外表面允许局部留有除锈后的锈迹。
4.1.2手感要求:轴承各零件表面用手触摸时,手感不得有颗粒物存在。
4.1.3白布检查:使用洁净的棉白细布擦拭轴承零件表面后,白布上不得呈现污迹。
4.1.4按规定的方法进行定量检查,杂质含量须符合表1的规定。
表1 杂质的检查标准
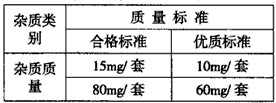
4.2压力曲线的判定
4.2.1压装力、贴合力均符合要求,曲线形状良好,压装合格,具体见图1。
图1 轴承压装曲线图
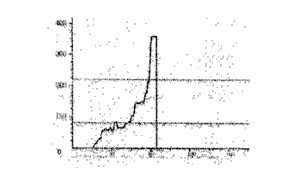
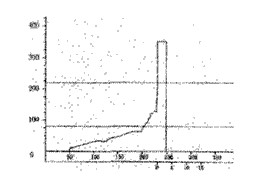
图2 轴承压装曲线
4.2.2贴合力均符合要求,压装力、曲线形状不符合要求,轴承未压装到位,压装不合格,具体见图2。
结语
轴箱轴承作为动车组的重要零部件组成,保证轴箱轴承的压装质量对动车组的行车安全具有重要的意义。本文对和谐动车组轴箱轴承的压装工艺进行了研究分析,制订了相应的工艺流程,重点针对清洁度控制、压力曲线判定提出了相应的标准及建议,为保证轴箱轴承的压装质量提供了借鉴。
参考文献
[1]铁路客车轮轴组装检修及管理规则[S].铁道出版社出版,2014.
来源:《中国新技术新产品》









 企业新闻
企业新闻 轴承知识
轴承知识