小钢球成长记
发布时间:2019-07-08 浏览次数:1009
钢球是轴承行业的核心部件,对轴承使用寿命起着关键作用,其生产工艺直接影响产品质量。
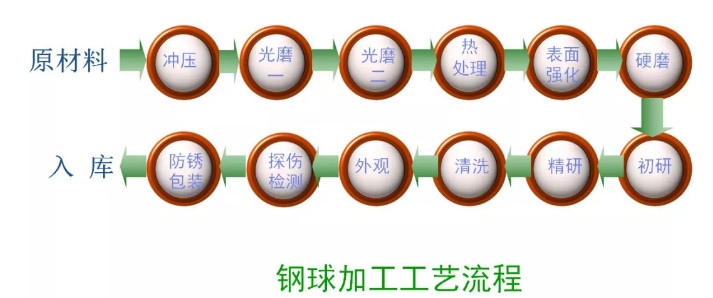
1、原材料
每个规格、炉号的钢材都要进行入厂检验。30mm及以上钢球采用直供棒料加热冲(镦)制,30mm以下钢球用料需进行拉拔、磨制后方可使用。
2、冲压
在常温或加热条件下,使原材料发生塑性变形,形成球坯。


3、光磨一
通过铸铁板转动循环挫削,去除毛坯的环带,使球坯基本磨成球形。
4、光磨二
进一步提高钢球表面粗糙度和圆度,行业上也有把光磨一、光磨二合为一道工序,统称光球。

5、热处理
将钢球装入热处理滚筒炉内进行淬火后再回火,使钢球内部组织发生变化,具有一定的硬度、韧性及压碎负荷。

6、表面强化
将热处理后的钢球装入强化滚筒机内,滚筒旋转带动钢球进行相互碰撞,使钢球表面发生宏观的弹性变形和微观的塑性变形,提高钢球表面压应力及表面硬度的均匀性。
7、硬磨
以合金铸铁板为固定板,以砂轮为转动板,并施加一定压力下进行磨削,进一步消除前工序机械加工缺陷和热处理时产生的脱碳、氧化、表面组织的屈氏体,进一步提高钢球的尺寸精度、球形精度和表面质量。

8、初研
采用两块铸铁研磨板(为提高磨削效率,也可采用树脂砂轮板进行磨削),加入磨料,通过一定的压力和机械循环,达到工艺规定的几何精度和表面质量。

9、精研
采用两块铸铁精研板,加入磨料,并配制研磨液辅助磨削,在一定压力和机械运动下,消耗细微磨削量,按照不同的精度等级,进一步提高钢球表面精度和表面质量。

10、清洗
通过自制清洗机、滚筒式清洗机清洗钢球表面附着的研磨膏,通过定期检测、更换清洗液,保证钢球表面清洁度。
11、外观/探伤/光电(成品检验)
100%人工外观挑拣,再加AVKIO涡流探伤,光电外观检测手段挑选各类缺陷钢球,如表面缺陷、浅表层裂纹、内部缺陷。对每批次钢球按照工艺要求进行Z终检验,如钢球圆度、粗糙度、振动、压碎负荷,硬度等,确保发出产品质量。

人工外观

涡流探伤

光电外观检测

振动检测仪

粗糙度检测仪

圆度检测仪

压碎载荷机

数显硬度计
13、防锈、包装
采用防锈油,进行喷淋防锈并按客户要求进行分类包装。
14、成长历程

(来源:轴承滚动体信得过团队)









 企业新闻
企业新闻 轴承知识
轴承知识