高速动车组电动机传动端盖车削工艺的改进
发布时间:2019-08-09 浏览次数:1298
邵瑞闽 张朝望 文广宇 周耀 肖连新
(中车株洲电机有限公司)
随着我国铁路现代化的快速发展,高速动车组已经越来越多地成为人们出行的首选之一。作为高速动车组动力输出核心部件,牵引电动机的质量则成为保证机车安全性、可靠性和稳定性的重要一环。传动端端盖是高速动车组牵引电动机上的重要零部件之一,由于Z初加工工艺的不成熟,导致产品的合格率仅为86%,因此需对原工艺进行改进,以提高传动端端盖的生产合格率。
1 原工艺说明及原因分析
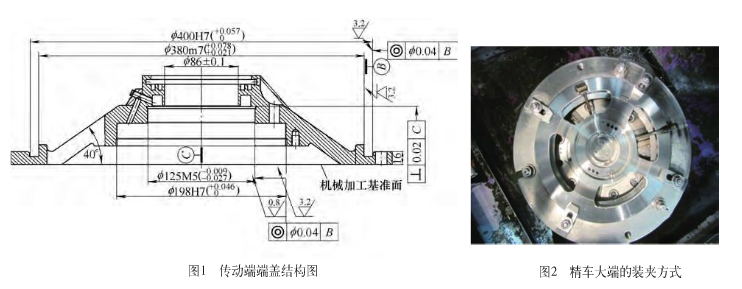
(1)工艺说明。通过对传动端端盖的结构和图样(见图1)分析,为了避免因焊接产生的应力变形以及径向装夹方式带来的夹紧力变形,工艺部门制定了如表1所示的工序流程。
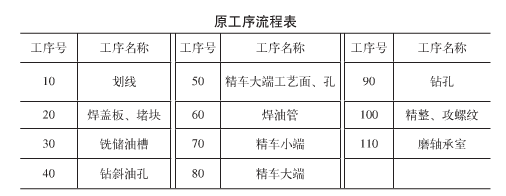
其中:①为消除焊盖板、焊堵块产生的应力变形对后续精加工带来的影响,将盖板和堵块的焊接工序安排在精车之前。②由于油管位置的特殊性,则被安排在精车定位面与精车小端之间。③受工件本身结构和形状的限制,精车大、小端均采用了模具来装夹工件,目的是避免因自定心卡盘的径向夹持力导致的工件变形。④精车大端时,以上工序加工的止口外端面和φ380mm止口定位,通过模具4点旋紧装夹方式进行加工,装夹方式如图2所示。⑤磨轴承室时也是以止口外端面和φ380mm止口校正并定位后完成加工。
经过上述工序安排及装夹方式试制加工的产品,经三坐标测量,因焊接堵块和盖板产生的变形基本被消除,各尺寸精度虽然基本达到了图样设计要求,但位置精度和形状精度却没有达到设计要求。其中,止口尺寸设计图样要求为φ380mm,实测后止口呈不规则椭圆状,Z大处为φ380.095mm,Z小处为φ380.015mm,超出了设计的公差范围;设计图样要求双止口与轴承室的同轴度为0.04mm,实测值在0.06~0.09mm之间,超差近两倍。
(2)原因分析。针对传动端端盖在试制过程中出现的止口变形及止口与轴承室同轴度超差,止口的加工过程及与止口存在着装夹定位关联的工序进行了观察和分析,找出造成上述形位公差超差的原因。导致止口变形的原因:①椭圆产生的原因主要是精车小端时,被加工的位置很多,此时需要的夹紧力较大(紧固扭力为110N),因此会产生一定的变形。②因为双止口一次加工成形,切除的余量较大,产生切削振动;工件整体和局部产生不同的温度,导致工件局部变形。导致止口与轴承室同轴度超差的原因:由于精车小端时所加工的止口本身存在椭圆,而精磨轴承室工序所依据的基准正是通过止口来校正。当其校正基准存在椭圆且较大时,容易造成校正取点不当,从而造成同轴度的超差。
2 工艺改进的措施及加工方法
针对分析出的变形原因,决定做出如下工艺改进:①原精车小端时,将双止口一次加工到尺寸改为内、外双止口直径方向均放量2mm,并且半精车φ86±0.1mm内孔尺寸留0.1mm余量,其余加工尺寸不变。②将精车大端模具止口基准孔较原尺寸增加2mm,用于配合已放量的半精车止口外圆;车削轴承室底部端面时,留0.05 mm磨量,其余加工尺寸不变。③磨轴承室时,以止口外平面及半精车的止口外圆φ382mm为基准校正,加工轴承室内孔及底面到尺寸,同时将已放量的φ86mm内孔加工到尺寸。④在精磨轴承室之后增加“精车双止口”工序。
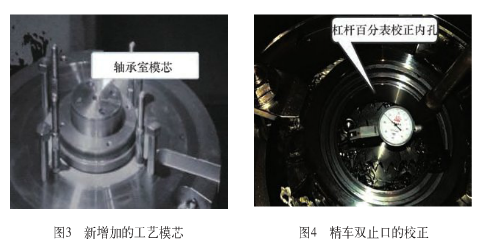
精车双止口具体加工方法为:在精车小端模具上再加装一个φ124.3mm的模芯(见图3),将精磨完的工件轴承室位置与此模芯间隙配合,套入基准面定位后,在刀座上固定杠杆百分表,以精磨轴承室同工序加工的φ86mm内孔为基准,校正工件至圆跳动在0.01mm以内,校正方式如图4所示。
特别需要注意的是,由于在压紧过程中压紧力会对工件产生一定的位移量,因此在校正过程中要采用逐级加力的方法,边校正,边对工件施加压紧力;对紧固螺母采用十字对称方向循环夹紧的顺序,更有利于压紧力的均匀分布;扭力扳手值的设定必须在保证工件安装稳定可靠的前提下尽可能的小。因加工余量少,所以扭力值要比在精车小端工序半精车止口时要小,经多次试验,控制在80N即可。夹紧校正后,进行双止口的精加工至图样的设计尺寸。
工艺改进的优点:①将半精加工与精加工分开,有利于减小切削力与切削热的影响,使半精加工的热变形在精加工中得到纠正。②半精加工时切削余量大、压紧力大、变形也大;精加工时加工余量少、切削力小,因此压紧力也需要的小,能Z大程度地减小压紧工件时所产生的变形。③以磨轴承室同工序加工的内孔为校正基面,利用杠杆百分表校正工件的圆跳动在0.01mm以内,能有效地保证双止口与轴承室同轴度0.04mm的设计要求。
3 结语
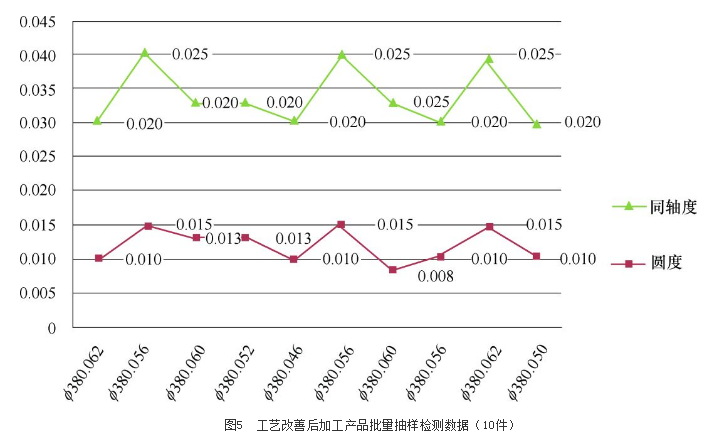
通过上述的工艺改进与生产验证,前期存在的因变形导致形位公差超差的现象得到了改善,效果十分显著。经过对工艺改善后的加工产品进行批量抽样检测,检测数据如图5所示,可发现Z难控制的双止口不规则变形,由原来的0.025~0.07mm缩小到了0.008~0.02mm;轴承室与止口的同轴度则控制在0.02~0.025mm,完全达到设计图样的要求,合格率由原来的86%提高到了现在的100%,从根本上提高了产品的质量。
来源:《金属加工(冷加工)》2016年04期









 企业新闻
企业新闻 轴承知识
轴承知识