CLF180-120型辊压机进料装置改造经验
发布时间:2020-06-20 浏览次数:1080
陈杰 邓亮 李军科
(阿克苏天山多浪水泥有限责任公司)
某公司Φ4.2 m×13m联合粉磨(两条线)系统配置了CLF180—120型辊压机,粉磨P·O42.5水泥台时产量达190~200t/h。自2011年运行以来,辊压机进料控制装置由于传动系统可靠性差,运动不灵活,造成辊子左右料流大小变化,导致辊缝左右宽度不稳定、压力不平衡。系统经常因左右辊缝压力偏差大而保护跳停,临时采用钢丝绳和吊葫芦牵引控制进料装置开度来稳定料流大小,但因灵敏度差,工作量大,只能断续维持生产,给连续稳定生产、提高产质量、降低电耗带来巨大困难。
一、原进料装置故障分析
原辊压机进料装置采用两组JS15型双轨道双提升涡轮蜗杆传动,运行过程中内置涡轮蜗杆传动机构暴露在水泥原料粉尘中,含有水蒸气及热量的水泥细颗粒容易在蜗杆上结露。由于难以保证润滑、密封,使涡轮蜗杆传动齿轮副啮合困难,摩擦磨损加剧,左右提升不一致,两组行走轮容易在导向双轨道上卡死,导致双轨道变形、涡轮齿廓断裂等故障。由于配件供应不及时,致使整条水泥粉磨线无法正常运转。且内置传动机构所在空间狭小,不利于检修、维护和保养,给生产带来诸多不利。原进料装置结构见图1。
图1 原进料装置结构
二、辊压机进料装置改造
为了解决上述问题,秉着“投资省、易操作”的原则,该公司技术人员现场分析研究决定将涡轮蜗杆传动改为套筒滚子链轮同轴双提升传动。根据原涡轮蜗杆传动测算出进料装置运动线速度,再推算出所需改造装置传动速比,使用闲置配料秤(1.1 kW-4级、3WE278-1849型行星针轮减速机)传动拖动,并合理选用20A-1、17齿及21齿套筒滚子链轮,为使检修和维护操作方便,将传动机构外置。改造后的电气控制系统继续使用原中控及现场电气控制系统。该系统改造过程中只购买20A一1套筒滚子链轮及相应链条6m、机加工轴、轴承、轴承座及联轴器,共计8500元左右。改造后现场结构见图2。
图2 改造后现场结构
三、改造后使用效果
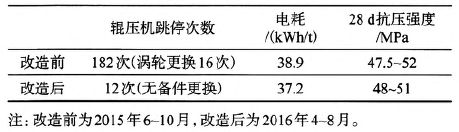
该结构于2016年3月改造完成,运行至今,进料装置使用灵活,辊子左右料流大小灵活可控,辊压机左右辊缝正常,左右压力差在合理范围之内,彻底解决了辊压机因原有进料装置运行不灵活导致左右辊缝宽度不稳定、左右压力偏差大,引起辊压机系统跳停的问题,对系统安全运行和节约电耗、稳定水泥质量提供了保障。改造前后使用效果见表1。
表1 辊压机改造前后使用效果汇总(P·O42.5水泥)
由于使用效果良好,该公司对另一条生产线进料装置也进行了相同改造。
来源:《水泥》 2017年04期











 企业新闻
企业新闻 轴承知识
轴承知识