轧机工作辊和张力辊轴承油气润滑技术的应用
发布时间:2012-04-27 浏览次数:613
作者:廉法勇
(鞍钢集团新轧钢股份有限公司冷轧薄板厂)
1. 前言
鞍钢冷轧薄板厂老四架机组是从德国蒂森公司引进的二手设备,原工作辊轴承采用油雾润滑。由于一些技术上的原因,引进后将其改为脂润滑。脂润滑在使用中存在很多问题,主要有:
(1)因乳化液带压喷射,渗进工作辊轴承箱内造成干油乳化液泄漏,污染了乳化液,影响带钢表面质量。
(2)干油乳化后,润滑效果不好,使轴承消耗量增大。
(3)轴承烧损造成的停机次数增多,影响生产作业率和产量。
(4)每次处理烧损轴承时,更换的备件费用和加工费用达8000元。
(5)干油耗量大。
为适应冷连轧机机械设备高速、重载、高效、长寿命的要求,1999年利用对冷连轧机进行联机改造的机会,决定釆用油气润滑取代常规的脂润滑。联机改造后投入生产至今,油气润滑技术充分体现了其润滑效率高、低油量消耗的特点。本文主介绍正在改造的冷轧2号生产线1780mm冷连轧机采用油气润滑技术的情况。
2. 技术参数及工作原理
2.1润滑对象
工作辊用四列园锥滚子轴承20套(φ300.3/φ422.2×311.1),工作辊用止推轴承4套(φ222/φ360×85),中间辊用四列圆锥滚子轴承8套(φ300.3/φ422.2×311.1),中间辊用止推轴承4套(φ300.3/φ422.2×311.1),张力辊用球轴承20套(φ240/φ380×85)。
2.2机组工艺参数
五机架冷连轧机,连续工作制。
四辊轧机工作辊直径:(525~585)×1780;
六辊轧机工作辊直径:(430~490)×1780;
四辊轧机中间辊直径:(500~560)×1780;
Z大轧制力:2500t;
Z大轧制速度:1350m/min。
2.3油气润滑系统主要技术参数
轴承总耗油量:236ml/h;
Z大供油压力:10Mpa;
系统工作电源:3 ~400V/1 ~ 230V、50/60Hz,0.2kw;
压缩空气压力:400~500kPa;
压缩空气耗量:171.6NM3/h;
油泵每行程供油量:6ml;
润滑油粘度:CLP320~460cSt/40℃(1×10-6m2/so或1×10-2st)。
2.4工作原理
26’油气润滑技术是德国REBS公司的创新。它釆用压缩空气连续作用,带动油沿管道内壁不断地流动并形成涡流状的油气混合物(油和气并不真正融合也不会雾化),以精细油滴的方式导入润滑点。压缩空气连续供给,油则间歇供给。间歇时间和供油量可根据各润滑点的消耗量进行调节。油气润滑是利用压缩空气对润滑剂进行输送及分配的集中润滑系统。根据预先设定的工作周期,由监控装罝发出信号,润滑泵1启动,将润滑油输送到递进式分配器油气混合块部分;同时,空气管道中的电磁换向阀打开并接通压缩空气,压缩空气在油气混合块中和油进行混合后形成油气流并通过油气管道输送到润滑点。油气流还可以通过TURBOLUB油气分配器进行再分配,以扩大油气的供送范围。
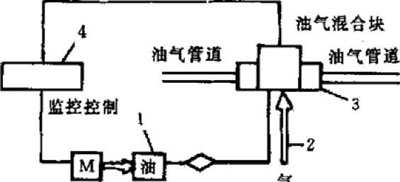
油气润滑系统主要由供气部分、供油部分、油气混合器部分、电控及监控部分和轴承座内的TURBOLUB安装件组成,见图1。
图1 油气润滑系统结构简图
1.供油部分;2.供气部分;3.油气混合部分;4.电控及监控部分
供气部分:包括气动三大件和气动泵的控制阀件,用于控制气动泵的工作,向系统供送恒压的压缩空气并和润滑油混合产生油气流。当轧机运转时,压缩空气始终接通;气压由减压阀进行设定并由压力开关监视,一旦压力过低就会发出报警信号,气压的实际值显示在气压表上。
供油部分:由2台气动泵和1组递进式分配器组成。润滑剂的计量及分配通过递进式分配器进行,分配器上装有接近开关,可对供油状况进行监控。
油气混合部分:从递进式分配器供送来的经精确分配的润滑油在此与压缩空气混合并形成油气流,油气流经油气管道被供送至轴承座。
电控及监控部分:检测压力、流量、计量泵的工作时间、停歇时间及系统的监控时间,显示元件及系统故障并留有控制接线端子板,用于接入其它控制系统。
TURBOLUB套筒模块式油气分配器:安装在轴承座内,将油气流按需要量由TURBOLUB油气分配器二次分配给轴承和密封部位。
3. 油气润滑特点及和其它润滑方式的比较
(1)润滑效能高,可大幅提高轴承的使用寿命。TURBOLUB油气分配器是一种没有运动部件的分配器,它可以克服附壁效应和重力的影响,将滴状润滑介质和气状载体以两个或两个以上的输出流平均或按比例地分配到润滑点。由于油气润滑在供油量、轴承温度和摩擦三者间找到了Z佳平衡点,即用Z小的供油量达到降低轴承温度和有效润滑的Z佳效果,因此润滑剂100%得以利用。
(2)耗油量低。油气润滑的耗油量只是油脂润滑耗油量的1/ 14。
(3)大幅降低设备的运行和维护费用。整体更换时只需拆装一根管道(快速接头),减轻了工人的劳动强度,提高了作业效率和轴承的寿命,使轧机的运行和维护费用大幅降低。
(4)适用于高速、高温、重载及受流体侵蚀的场合。油气润滑在运动的轴承部件之间形成尽可能薄的润滑油膜,不因过润滑而产生多余的热量。实验表明,多余的油量并不能真正起到润滑作用,反而会导致轴承发热。油气润滑跟稀油润滑不同之处是稀油润滑利用大量的液体浇注到摩擦区,从而带走轴承转动摩檫产生的热量;而在油气润滑中,气液两相油膜起润滑作用,带走热量并起冷却作用的主要是压缩空气。压缩空气还在轴承座内部保持正压,起到良好的密封作用,有效地防止外部流体或脏物侵入轴承。
(5)监控手段完善,机电一体化程度高。油气润滑系统带有自配的完整电控装置,带有PLC及触摸式控制面板的液晶显示器,可以轻松设定系统的参数,显示并监控系统的运行。系统出现故障除立即报警外,还能提示故障类型、部位及棑除方法。其自我诊断功能强,安全性和可靠性高,基本免维护。
(6)环境影响小。油和压缩空气在形成油气混合物时并不真正融合,也不存在雾化现象,因此不会像油雾润滑那样产生油雾而污染环境;更换轴承时也不需要像釆用干油润滑那样对粘附在轴承上的厚油脂进行清理,减轻了工人的劳动强度。
(7)系统运动部件少,运行可靠,维护量小。油气润滑系统中除了泵、电磁阀和递进式分配器外,无其它运动部件,也无发热量大的元件,因此系统的稳定性和可靠性好。系统一旦出故障会马上报警,即使在短时间内断油,也可因压缩空气的作用,而将油管内残存的润滑油吹扫输送至润滑点处,不致于在短时间内损坏轴承。另外除了定期往油箱里补充一定量的油及定期清洗空气过滤器外,不需要其它特别的维护。
(8)对受润滑设备的大小没有限制,管道简洁且管道的布置不受走向限制。由于可以直接安装在设备上,因此从TURBOLUB油气分配器至润滑点的设备机上配管可以尽量缩短,在油气混合块出口只需釆用一根油气管和TURBOLUB分配器连接,就可以供给数十个润滑点;采用油气分配器可以节约管道量20~25%。
4. 结论
油气润滑是一门新兴的技术,和干油润滑、稀油润滑、油雾润滑相比.应用在冷连轧机械设备上有着明显的优势,具有极其广阔的发展前景。我国目前的润滑技术水平与先进水平相比还有较大差距,因此油气润滑技术的推广应用对推动我国润滑技术的发展有着积极意义。
来源:《鞍钢技术》









 企业新闻
企业新闻 轴承知识
轴承知识