


PLC诊断数控机床故障的方法
发布时间:2024-07-19 浏览次数:418
数控机床报警包括系统报警和机床报警两类。系统报警可根据系统维修说明书查找原因,机床报警可以通过机床的PLC进行快速、准确的诊断,找到故障点。
下面以宝鸡机床CK7520/FANUC为例,介绍PLC诊断数控机床故障的方法。
主轴驱动故障解除
1.查找显示报警的PMC地址
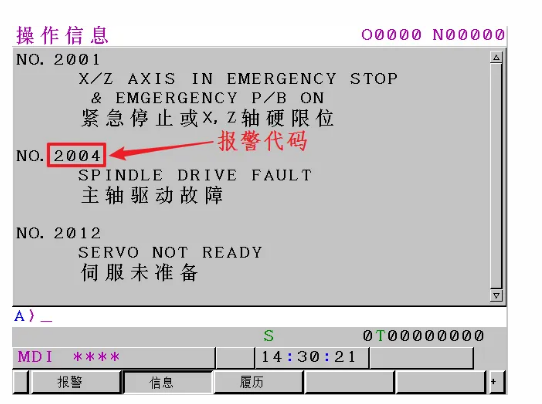
【SYSTEM】→【PMC配置】→【信息】。
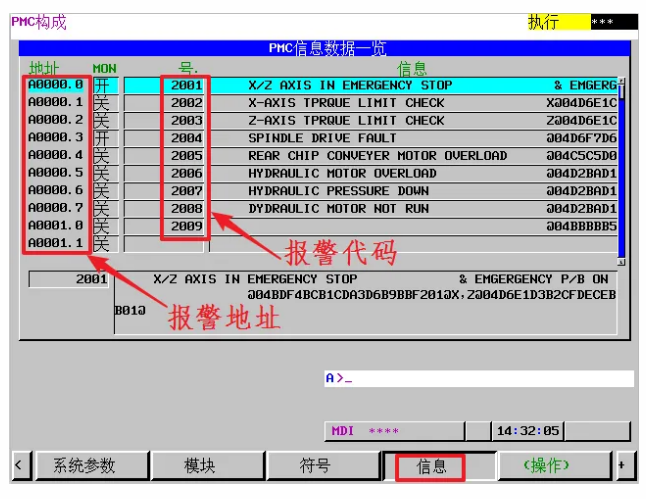
报警代码2004对应的报警地址为A0.3。
2.用PMC地址查找报警条件
【SYSTEM】→【PMC梯图】
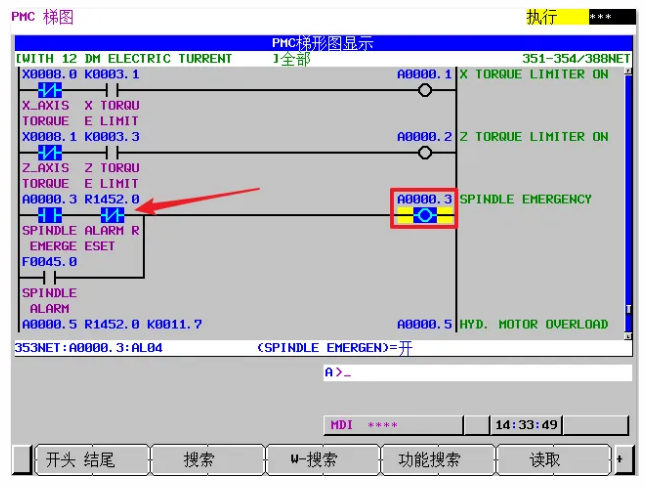
在梯形图中使用【W-搜索】A0.3,可以看到R1452.0的接通致使A0.3报警有效,所以只要将R1452.0断开,则A0.3报警即可解除。
3.分析引起报警条件的因素
查看按键地址表,R1452.0为面板上的【报警复位】按键。按下该键后2004报警解除。

数控机床不能正常启动
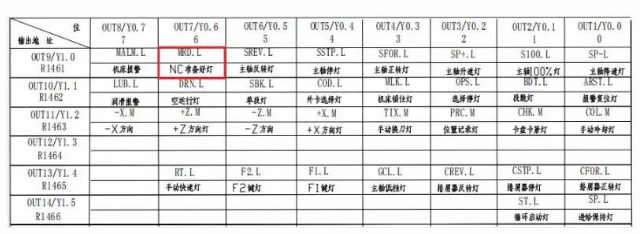
1.查找【NC准备好】的输出地址
进入系统后,按下【NC准备好】键,按键上的灯不能正常点亮,机床不能正常启动。查看按键地址表,【NC准备好】的输出地址是R1461.6
2.查找R1461.6的输出条件
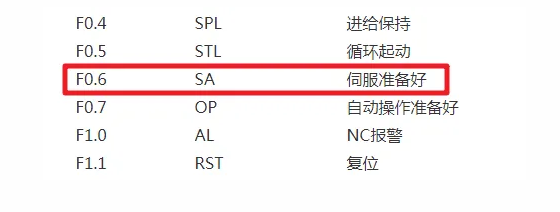
R1461.6的输出条件是:Y4.0与F0.6。
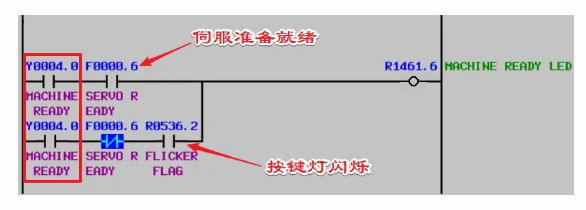
F0.6是伺服正常启动状态信号。
3.查看Y4.0的输出条件
影响Y4.0输出的条件:R564.3、G8.4、R571.0
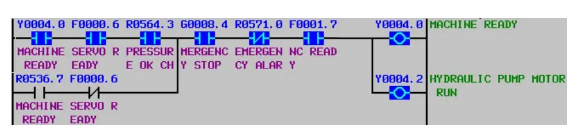
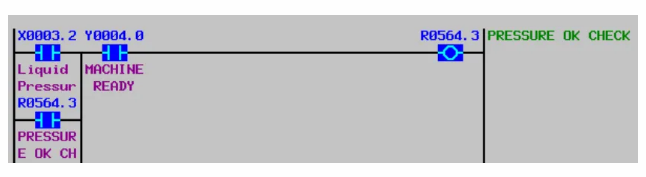
4.查找R564.3,分析故障原因
X3.2:是液压站压力检测信号。当液压站压力异常时X3.2断开,Y4.0就没有输出,【NC准备好】按键就无法启动。
5.查找G8.4,分析故障原因
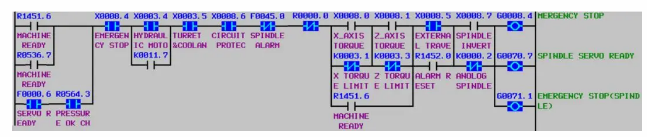
系统定义:G8.4=0急停有效,G8.4=1急停解除
影响G8.4输出的条件如下:
R564.3(压力检测)
X8.4(急停)
X3.4(液压站电机)
X3.5(刀架电机)
X8.6(排屑器电机)
X8.5(两轴限位开关)
以上X地址定义可以在电气说明书地址表中查询,任意一点出现故障信号就会断开,G8.4=0急停生效,Y4.0输出被断开,【NC准备好】按键就无法启动。
6.查找R571.0
R571.0是报警输出,当有任意一个报警触发时R571.0=1。则机床不能准备就绪。
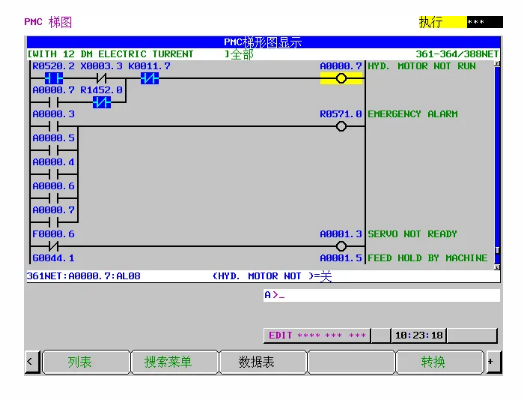
A0.3:主轴驱动报警
A0.4:液压电机报警
A0.5:断路器保护动作
A0.6:压力开关报警
A0.7:液压电机未运转
(来源:宝鸡机床微信公众号)







 企业新闻
企业新闻 轴承知识
轴承知识