


区分锻造裂纹、热处理裂纹、原材料裂纹的方法
发布时间:2024-07-01 浏览次数:3846
裂纹的种类纷繁多样:原材料裂纹、热处理裂纹、锻造裂纹等,让人头晕眼花。如何识别它们便是一门很重要的课程,这样便于准确查找裂纹发生在哪一工序,有利于分析裂纹产生的原因。
首先,需对“原材料裂纹”和“锻造裂纹”先确定概念,对锻造后出现的裂纹,都应理解为“锻造裂纹”,只不过,导致锻造裂纹产生的主要因素可以再分成:
1、原材料缺陷所致的锻造裂纹.
2、锻造工艺不当所致的锻造裂纹。
从裂纹宏观形态先进行大致区分,横向一般与母材无关,纵向裂纹需要结合裂纹形态与鍛打工艺等结合分析。
裂纹两侧有脱碳,肯定是锻造过程中产生的,至于是原材料还是锻造工艺造成的,这就需要根据金相和工艺过程去分析。
对同一批次同种型号的工件,锻造裂纹基本都在一个位置,在显微镜下延伸比较浅,两边有脱碳。而材料裂纹不一定在同一位置重复出现,显微镜下深浅不一。多看多分析,还是有一定规律的。
材料裂纹多半是与材料纵向一致的。而锻打裂纹有两种,一种是过热过烧造成的,裂纹附近有氧化脱碳现象。还有一种是打冷铁也会造成发裂,这一种有晶格破坏撕裂的现象。从金相上可以区别开来。
锻造的目的:
1、成形要求;
2、改善材料内部组织,细化晶粒,均匀元素成分与组织;
3、使材料更致密(锻合材料内部原有未暴露空气的缩孔或疏松等等),流线分布更合理;
4、通过合理的锻后热处理方式,为下道工序服务。
因此,锻造锻合原材料内部一定的缺陷是职责所在。大型铸锻件往往是直接由钢锭锻压开始的,钢锭内部必然存在大量的冶铸缺陷,显然,合理的锻造,都可以将其中的所谓“缺陷”锻合。所以,锻造工艺的合理性是决定锻件是否会开裂的主要原因。
当然,相对某一稳定的锻造工艺,如果事前对锻造前原材料提出明确的原材料缺陷等级控制要求的,当因原材料缺陷等级超出要求并在原锻造工艺下锻造出现的开裂现象,我们可以认作“原材料缺陷所致的锻造裂纹”。
裂纹问题具体问题具体分析,结合工艺过程分析,包括加热过程有没有保护气氛都应该考虑,锻造应该是把原材料裂纹锻打密合才对。氧化皮通常致密是灰色的,制样过程造成的脏东西很疏松的颜色偏黑,高倍下一看就知道,实在无法分辨直接打能谱一定能分辨。
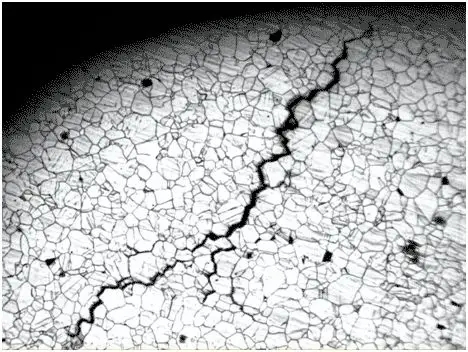
锻造裂纹
锻造裂纹一般在高温时形成,锻造变形时由于裂纹扩大并接触空气,故在100X或500X的显微镜下观察,可见到裂纹内充有氧化皮,且两侧是脱碳的,组织为铁素体,其形态特征是裂纹比较粗壮且一般经多条形式存在,无明细尖端,比较圆纯,无明细的方向性,除以上典型形态外,有时会出现有些锻造裂纹比较细。裂纹周围不是全脱碳而是半脱碳。
典型的锻造裂纹示例:
边缘较多氧化物

热处理裂纹
淬火加热过程中产生的裂纹与锻造加热过程形成的裂纹在性质和形态上有明显的差别。对结构钢而言,热处理温度一般较锻造温度要低得多,即使是高速钢、高合金钢其加热保温时间则远远小于锻造温度。由于热处理加热温度偏高,保温时间过长或快速加热,均会在加热过程中产生早期开裂。产生沿着较粗大晶粒边界分布的裂纹;裂纹两侧略有脱碳组织,零件加热速度过快,也会产生早期开裂,这种裂纹两侧无明显脱碳,但裂纹内及其尾部充有氧化皮。有时因高温仪器失灵,温度非常高,致使零件的组织极粗大,其裂纹沿粗大晶粒边界分布。
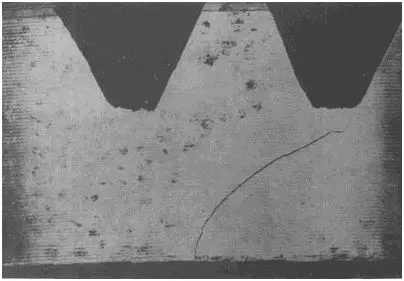
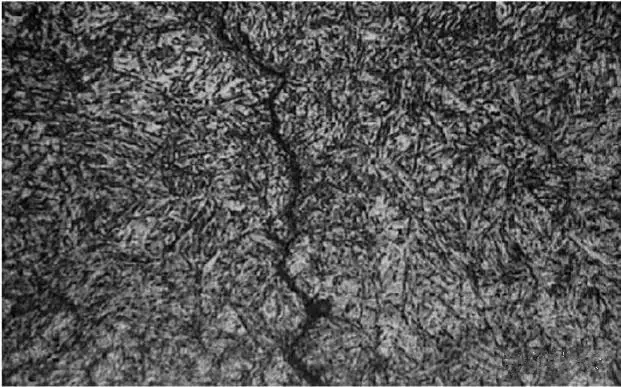
典型的淬火裂纹示例:
500X下,呈锯齿状,起始端裂纹宽,结束断裂纹细小至无,裂纹处未发现异常冶金夹杂,没有脱碳现象,裂纹呈锯齿状延伸,具有淬火裂纹的典型特征。
锻造裂纹与热处理裂纹产生原因
1、锻造裂纹产生原因:钢在锻造过程中,由于钢材存在表面及内部缺陷,如发纹、砂眼、裂纹、夹杂物、皮下气泡、缩孔、白点和夹层等,都可能成为锻打开裂的原因。另外,由于锻打工艺不良或操 作不当,如过热、过烧或终锻温度太低,锻后冷却速度过快等,也会造成锻件开裂。
2、热处理裂纹产生原因:淬火裂纹是宏观裂纹,主要由宏观应力引起。在实际生产过程中,钢制工件常由于结构设计不合理,钢材选择不当、淬火温度控制不正确、淬火冷速不合适等因素,一方面增大淬火内应力,会使已形成的淬火显微裂纹扩展,形成宏观的淬火裂纹,另一方面,由于增大了显微裂纹的敏感度,增加了显微裂纹的数量,降低了钢材的脆断抗力Sk,从而增大淬火裂纹的形成可能性。
影响淬裂的因素
影响淬裂的因素很多,这里仅将生产中常碰到的几种情况作一介绍。
1、原材料已有缺陷而导致的淬裂:如果原材料表面和内部有裂纹或夹杂物等缺陷,在淬火之前未发现,有可能形成淬火裂纹;
2、夹杂物导致的开裂:如果零件内部夹杂物严重,或本身因夹杂物严重已经隐藏有裂纹,淬火时将有可能产生裂纹;
3、因原始组织不良而导致的淬裂;
4、淬火温度不当造成的淬裂:淬火温度不当引起零件淬裂,一般有两种情况:
(1)仪表指示温度低于炉子的实际温度,使淬火温度偏高,造成淬火过热,导致工件发生开裂。凡是过热淬火开裂的金相组织均存在晶粒粗大和粗大的马氏体。
(2)钢件实际含碳量高于钢材牌号所规定的含量,若按原牌号的正常淬火工艺淬火时,等于提高了钢的淬火温度,容易造成零件过热和晶粒长大,使淬火时应力增大而引起淬裂。
5、淬火冷却不当造成的淬裂:淬火时由于冷却不当,也会使零件产生淬裂事故。
6、机加工缺陷导致的淬裂:由于机加工不良,在零件表面留下了粗而深的刀痕,尽管是很简单的零件或不是应力集中的地方,也会在淬火时造成开裂,或在服役过程中发生早期损坏。
7、零件外形对淬火裂纹的影响:零件几何形状不合理,或截面过度区厚薄相差较大,在淬火时均易因应力集中产生裂纹。
8、不及时回火导致的开裂:淬火后不及时回火,将可能因淬火残余应力过大而导致裂纹产生。
裂纹的分辨方法
如何区分究竟是淬火裂纹、回火裂纹、锻造裂纹还是磨削裂纹等是很重要的,这样便于准确查找裂纹发生在哪一工序,有利于分析裂纹产生的原因。
第一,注意淬火裂纹和磨削裂纹形态的不同。对于淬火时未发现而在磨削后才发现的裂纹,要区别是淬火裂纹还是磨削裂纹。在裂纹未附着污染物时比较容易,此时注意裂纹的形态,特别是裂纹发展的方向,磨削裂纹是垂直于磨削方向的,呈平行线形态,或呈龟甲状裂纹。磨削裂纹的深度根浅,而淬火裂纹一般都比较深 比较大,与磨削方同无关,多呈直线刀割状开裂。
第二,注意裂纹发生的部位。尖锐的凹凸转角处、孔的边缘处、刻印处、打钢印处及机械加工造成的表面缺陷等部位,在这些部位发生的裂纹多属淬火裂纹。
第三,通过观察零件的裂断面来区分是淬火裂纹还是淬火前的锻造裂纹或其他情况造成的裂纹。若裂纹断面呈白色或暗白色或浅红色(水淬时造成的水锈),均可断定为淬火裂纹,若裂纹断面呈深褐色,甚至有氧皮出现,那就不是淬火裂纹,系淬火前就存在的裂纹,是零件经过锻造或压延时形成的裂纹,这些裂纹都会因淬火而被扩大。因淬火裂纹基本上是在MS点以下时形成的,其断面是不会被氧化的。
第四,在显微组织中,淬火裂纹是沿晶界断裂,若不是沿晶界断裂,而是沿晶内断裂,则属于疲劳裂纹。
第五,如果裂纹周围有脱碳层存在,那就不是淬火裂纹,而是淬火前就存在的裂纹,因为淬火裂纹是淬火冷却时产生的,绝不会发生脱碳现象。
来源:热加工论坛
(版权归原作者或机构所有)







 企业新闻
企业新闻 轴承知识
轴承知识